

Erros comuns na fabricação de moldes de silicone que devem ser evitados
Você sabia que o valor do mercado global de silicone chegará a 28 bilhões de dólares americanos em 2030?
A fabricação de moldes de silicone é uma boa opção para iniciantes em artesanato, panificação ou produção em pequena escala. Você pode criar joias, velas ou protótipos personalizados com um molde sólido. Mas os erros na fabricação de moldes de silicone podem atrapalhá-lo.
Eles desperdiçam tempo, materiais e paciência. Este guia aborda sete erros comuns na fabricação de moldes de silicone, por que eles acontecem e como evitá-los.
Vamos ajudá-lo a criar moldes que brilham.
Erros comuns na fabricação de moldes de silicone que devem ser evitados
Erro #1: Errando na medição e na mistura
Erro #2: Ignorar o agente de liberação
Erro #3: Caixas de molde com vazamento
Erro #5: Ignorar cortes inferiores
Erro #6: despejar muito baixo e prender as bolhas
Erro #7: desmoldagem muito cedo
Escolhendo o silicone certo: O que procurar antes de comprar
3. Resistência ao rasgo (kN/m)
Erro #1: Errando na medição e na mistura
Por que isso acontece
Os erros na fabricação de moldes de silicone geralmente começam com uma medição ou mistura desleixada. Os sistemas de silicone de duas partes, base e catalisador, precisam de proporções precisas. Se você errar a medida, seu molde de borracha pode ficar pegajoso, não curar ou ficar quebradiço.
Os iniciantes às vezes olham as quantidades ou se apressam em misturar, achando que é o suficiente. Mas não é. Os silicones de cura com platina podem exigir uma proporção de 1:1, enquanto os de cura com estanho podem precisar de 10:1.
Uma mistura ruim retém bolhas de ar ou deixa manchas não misturadas, enfraquecendo o molde. Ignorar instruções ou trabalhar em espaços úmidos e frios também pode atrapalhar a cura.
Como prevenir
Evite esse erro de fabricação de moldes de silicone com estas etapas:
- Use uma balança digital. Pese os componentes com exatidão, não por volume.
- Verifique o rótulo. Cada silicone tem uma proporção específica.
- Mexa lentamente. Misture por 2 a 3 minutos até que a cor fique uniforme, mantendo as bolhas afastadas.
- Trabalhe a 70-75°F com baixa umidade. Condições frias ou úmidas retardam a cura.
- Teste um lote pequeno. Experimente uma pequena mistura primeiro para detectar problemas com antecedência.
Meça e misture corretamente e seu molde ficará firme e macio.
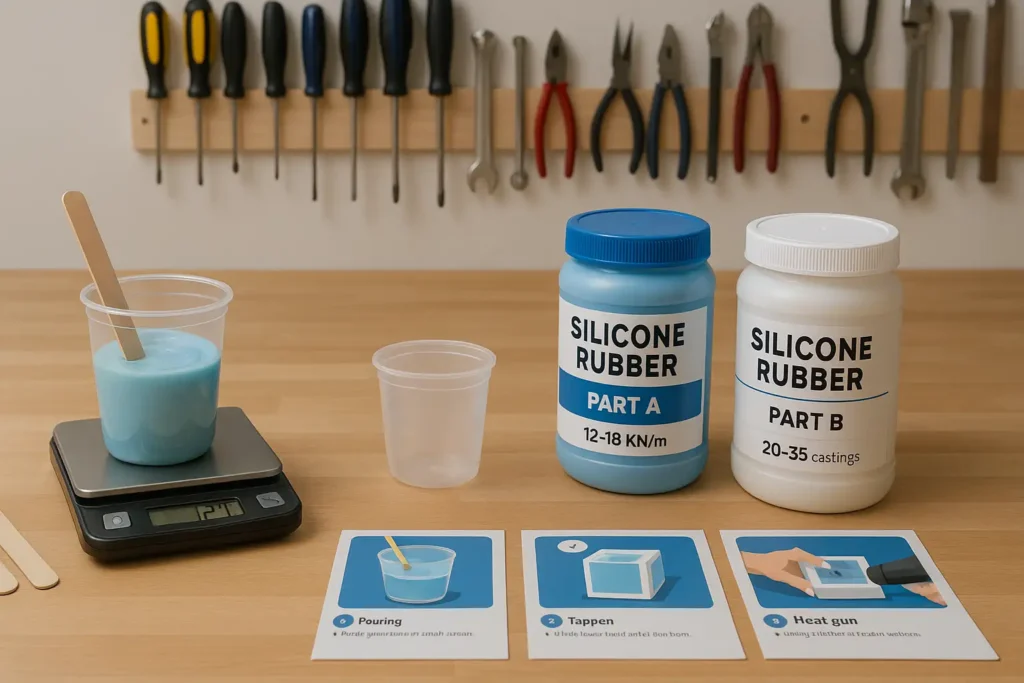
Texto alternativo: Configuração do espaço de trabalho mostrando erros comuns na fabricação de moldes de silicone, com uma balança digital segurando uma xícara de silicone parcialmente misturado, recipientes com as partes A e B com rótulos errados e cartões de instruções em uma bancada de madeira em frente a uma parede de ferramentas organizada.
Erro #2: Ignorar o agente de liberação
Por que isso acontece
Esquecer-se de um agente desmoldante é um dos erros clássicos na fabricação de moldes de silicone. Sem ele, o silicone pode grudar no objeto principal ou na caixa do molde, estragando ambos.
Os iniciantes podem pensar que a flexibilidade do silicone significa que não é necessário nenhum agente desmoldante. Isso não é verdade. Superfícies porosas, como madeira ou resina, aderem ao silicone, tornando a desmoldagem um pesadelo.
O uso do agente desmoldante errado, como spray de cozinha, também pode atrapalhar a cura ou deixar resíduos.
Como prevenir
Evite esse erro de fabricação de moldes de silicone:
- Escolha um spray desmoldante seguro para silicone ou um que o fabricante do silicone sugira. A vaselina pode funcionar para itens não porosos, mas teste-a primeiro.
- Aplique levemente. Cubra o objeto e a caixa de molde de maneira uniforme, sem deixar poças, o que pode borrar os detalhes.
- Teste em uma sucata. Confirme se o agente desmoldante não danificará o mestre ou bloqueará a cura.
- Limpe o objeto. Use álcool isopropílico para remover poeira ou óleos antes de revestir.
A aplicação de um agente de liberação rápida mantém o molde e o objeto seguros.
Erro #3: Caixas de molde com vazamento
Por que isso acontece
Uma caixa de molde com vazamento é um erro na fabricação de moldes de silicone que derrama seu caro silicone por toda parte. O silicone líquido é superfluido e passa despercebido por qualquer fenda, costura, canto ou borda solta.
Os iniciantes podem usar contêineres frágeis ou pular a vedação, achando que a fita adesiva vai segurar. Isso não acontece. Se o objeto principal se deslocar ou a caixa for fraca, o silicone vazará, deixando um molde incompleto. Subestimar o fluxo do silicone ou usar caixas improvisadas como papelão causa isso.
Como prevenir
Evite vazamentos com estas correções:
- Escolha uma caixa de molde resistente - de plástico, madeira ou metal - com 0,5 polegada de espaço ao redor do objeto.
- Vede todas as lacunas. Use cola quente, calafetagem de silicone ou massa de modelar, certificando-se de que eles funcionem com silicone.
- Fixe o objeto. Cole-o com cola ou argila na base da caixa para mantê-lo imóvel.
- Teste com água. Verifique se há vazamentos antes de despejar o silicone e, em seguida, seque completamente.
- Verifique novamente antes de despejar. Procure pontos fracos e reforce-os.
Uma caixa de molde selada evita esse erro de fabricação de molde de silicone e economiza seus materiais.
Erro #4: Inibição da cura
Por que isso acontece
A inibição da cura é um erro sorrateiro de fabricação de moldes de silicone em que o silicone permanece pegajoso ou macio. Contaminantes como enxofre na argila, resina não curada ou látex interrompem o processo de cura, especialmente com silicones de cura por platina.
Os iniciantes podem moldar argila à base de enxofre ou impressões 3D com sobras de resina, sem saber que elas bloqueiam a cura. Ferramentas sujas, luvas ou um espaço de trabalho empoeirado também podem causar isso. A falta de conhecimento do material ou a preparação desleixada geralmente são o problema.

Texto alternativo: Close-up de um molde de silicone segurado por luvas, mostrando um lado perfeitamente curado em lavanda fosco e o outro lado pegajoso e azul brilhante, acima de uma bancada de trabalho desordenada com argila de enxofre, peças de impressão 3D não curadas e ferramentas espalhadas em um ambiente de oficina.
Como prevenir
Evite esses erros na fabricação de moldes de silicone:
- Use materiais seguros. Escolha argilas sem enxofre ou impressões 3D totalmente curadas. Leia nossa cura de platina vs. cura de estanho para obter detalhes.
- Limpe bem. Limpe o objeto, a caixa de molde e as ferramentas com álcool isopropílico para remover os contaminantes.
- Teste uma pequena mistura. Aplique um pouco de silicone no objeto para garantir a cura.
- Opte pela cura com platina para projetos complicados. Eles são mais caros, mas mais confiáveis com uma preparação limpa.
- Mantenha seu espaço de trabalho limpo. A poeira e os óleos podem prejudicar a cura.
Materiais limpos e preparação impedem que esses erros de fabricação de moldes de silicone ocorram.
Erro #5: Ignorar cortes inferiores
Por que isso acontece
Rebaixos, reentrâncias ou saliências em seu objeto podem prender o molde, o que é um grande erro na fabricação de moldes de silicone e na fundição. Os iniciantes podem presumir que a elasticidade do silicone é capaz de lidar com qualquer formato. Nem sempre isso acontece.
Ranhuras ou saliências profundas podem travar o molde, especialmente em projetos de peça única, levando a rasgos ou danos. Isso acontece quando não se planeja como o molde será liberado ou quando não se leva em conta a complexidade do objeto.
Como prevenir
Evite esse erro de fabricação de moldes de silicone:
- Inspecione o objeto. Identifique saliências, cavidades ou áreas complicadas que possam prender o mofo.
- Use moldes com várias partes. Divida os moldes complexos ao longo de uma linha de separação para evitar cortes inferiores.
- Simplifique o objeto. Preencha ou suavize as áreas problemáticas, se possível.
- Escolha um silicone resistente. O de cura platina com alta resistência ao rasgo lida melhor com pequenos cortes.
- Teste um molde pequeno. Pratique a desmoldagem para detectar problemas com antecedência.
O planejamento de cortes inferiores mantém o molde intacto e reutilizável e ajuda a evitar erros na fabricação de moldes de silicone.
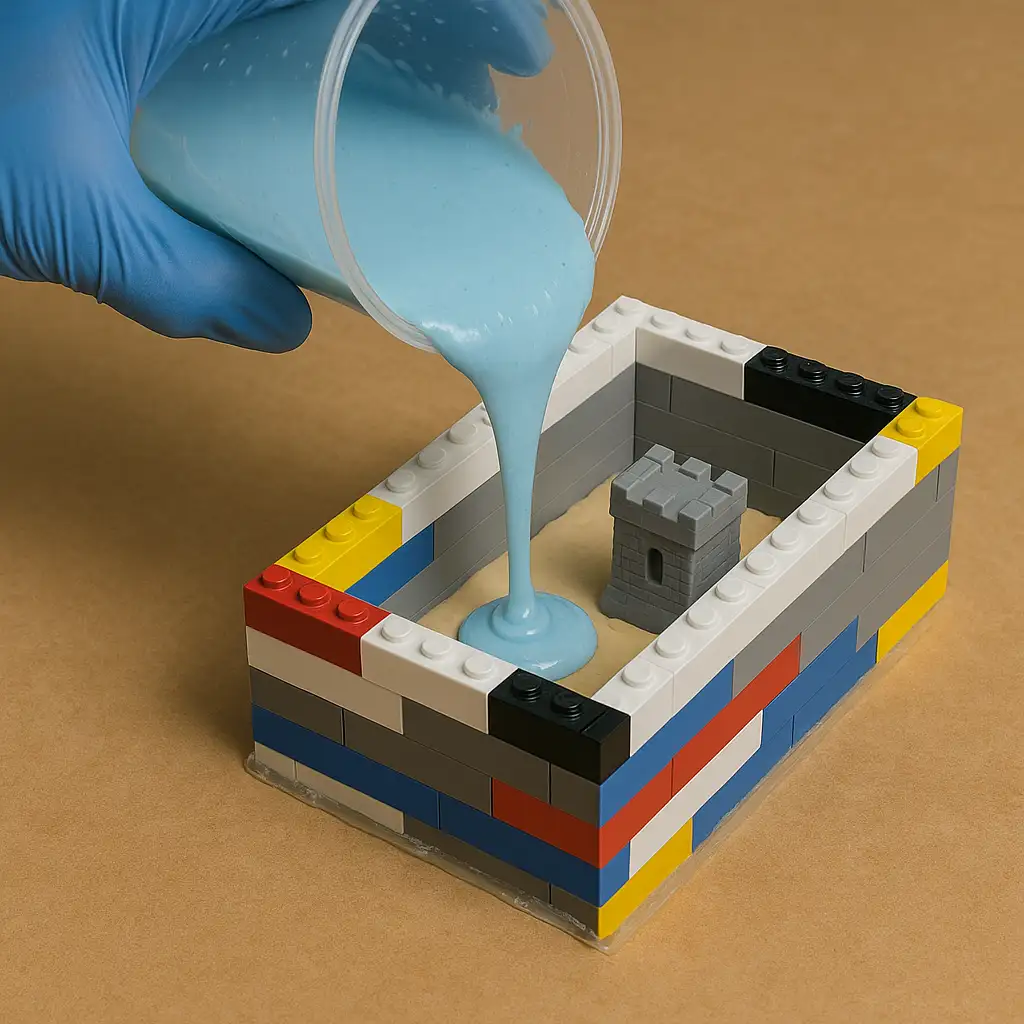
Erro #6: despejar muito baixo e prender as bolhas
Por que isso acontece
Derramar silicone muito baixo é um erro na fabricação de moldes de silicone que retém bolhas de ar, deixando espaços vazios ou pontos fracos. Os iniciantes costumam derramar lentamente ou diretamente sobre o objeto, achando que isso é cuidadoso. Mas não é.
O ar fica preso, arruinando os detalhes e a resistência, especialmente em moldes complexos. O desconhecimento de técnicas adequadas de vazamento, o uso de silicones espessos ou o trabalho em um espaço abafado pioram essa situação.
Como prevenir
Elimine as bolhas com estas etapas:
- Despeje de 12 a 18 polegadas para cima. Um fluxo fino permite que o ar escape à medida que o silicone flui.
- Use uma câmara de vácuo. A desgaseificação remove as bolhas para obter moldes perfeitos.
- Bata na caixa. Bata suavemente ou use uma mesa vibratória após o derramamento para liberar as bolhas.
- Escolha silicone de baixa viscosidade. Ele flui melhor, reduzindo os riscos de bolhas.
- Trabalhe em um espaço ventilado. O fluxo de ar ajuda a eliminar as bolhas durante a cura.
O vazamento adequado evita esse erro de fabricação de moldes de silicone e garante moldes perfeitos.
Erro #7: desmoldagem muito cedo
Por que isso acontece
A desmoldagem muito cedo é um erro na fabricação de moldes de silicone que deforma ou rasga o molde. O silicone pode parecer firme, mas precisa de mais tempo para curar completamente, especialmente em moldes espessos.
Os iniciantes ficam ansiosos ou julgam mal os tempos de cura, o que é agravado por condições de frio ou umidade. Os silicones de cura com estanho levam de 12 a 24 horas, enquanto os de cura com platina levam de 4 a 6 horas. A extração muito cedo distorce o molde ou o deixa pegajoso.
Como prevenir
Siga estas instruções para evitar esses erros de fabricação de moldes de silicone:
- Siga o rótulo. Adicione um tempo extra para que os moldes grossos endureçam completamente.
- Teste cuidadosamente. Pressione um ponto escondido - se estiver pegajoso, espere mais tempo.
- Cure a 70-75°F com baixa umidade. O frio ou a umidade retardam o processo.
- Seja paciente. O tempo extra de cura produz um molde durável.
- Desenformar lentamente. Descasque com cuidado para evitar esticar ou rasgar.
A espera garante um molde que está pronto para a ação.
Escolhendo o silicone certo: O que procurar antes de comprar
Antes mesmo de pegar o silicone, há três especificações que você deve conhecer. Confie em mim, elas fazem uma enorme diferença no resultado do seu molde - e em sua durabilidade.
1. Viscosidade (mPa-s)
Isso é basicamente a espessura ou a fluidez do silicone. O material de baixa viscosidade (menos de 20.000 mPa-s) flui como mel e entra em todos os detalhes minúsculos sem prender tantas bolhas. Perfeito se você estiver fazendo joias ou miniaturas detalhadas.
O silicone mais espesso oferece mais controle para moldes grandes, mas pode reter bolsas de ar se não for desgaseificado. Escolha a viscosidade certa e você se poupará de muitos problemas com bolhas.
2. Dureza Shore
O grau de maciez ou rigidez do silicone quando curado. O silicone mais macio (Shore A 10-20) estica bem, por isso é ótimo para formas com cortes profundos ou bordas delicadas.
O silicone mais duro (Shore A 30+) é mais resistente e dura mais tempo, mas é menos maleável quando você está retirando o molde. Se escolher errado, você poderá acabar com um molde frouxo ou que rasgue sua peça.
Consulte o ASTM D2240 escala de dureza se você quiser um guia detalhado.
3. Resistência ao rasgo (kN/m)
Isso lhe diz o quanto o molde pode suportar ser puxado e flexionado sem rasgar. Se for de 20 kN/m ou mais, você está em boas condições para uso a longo prazo. Uma resistência ao rasgo mais baixa pode ser mais barata agora, mas você terá de substituir os moldes mais cedo, o que significa gastar mais depois.
Se você combinar essas três especificações com o seu projeto, já estará a meio caminho de obter um molde que funcione da maneira que você deseja. Não se trata de pegar qualquer silicone da prateleira; o importante é obter o produto certo para o seu trabalho.
Conclusão
Erros na fabricação de moldes de silicone, como mistura desleixada, omissão de agentes desmoldantes, caixas com vazamento, inibição de cura, ignorar cortes inferiores, vazamento baixo ou desmoldagem precoce podem inviabilizar seus projetos.
Mas é fácil evitá-lo. Meça com cuidado, prepare-se minuciosamente e planeje com inteligência. Essas etapas o ajudarão a fazer moldes para artesanato, capturando cada detalhe e durando por muito tempo.
Você está pronto para começar? Por favor, visite topsilsilicone para obter silicone de qualidade e mais dicas.

