If your RTV-2 silikon is too thick to flow into fine details, the problem may not be hardness.
If it is too runny to stay on a vertical model, the problem may not be curing speed.
If it looks fine at the beginning but becomes difficult to pour after several minutes, the problem may be pot life, temperature or batch size.
In many cases, buyers are judging the wrong parameter.
Silicone viscosity should never be selected alone. It must be matched with:
- application method
- saksı hayatı
- mold design
- pouring or brushing process
- vacuum degassing
- batch size
- room temperature
- target cured performance
The best viscosity is not the lowest number in the TDS.
It is the viscosity that stays workable long enough and behaves correctly in your real process.
This guide helps you choose the right RTV-2 silicone viscosity for mold making, resin molds, concrete molds, brush-on molds, electronic potting, pad printing and industrial casting.
Quick Diagnosis: Buyer Says vs Real Problem
| Buyer Says | Real Problem May Be | What to Check First |
| “The silicone is too thick.” | Initial viscosity too high or pot life too short | Initial viscosity + working time |
| “The silicone traps bubbles.” | High viscosity, short pot life or wrong mixing method | Viscosity + degassing process |
| “The silicone does not reach fine details.” | High viscosity, short pot life or poor pouring path | Viscosity + mold design |
| “The silicone leaks everywhere.” | Viscosity too low or mold box not sealed | Mold box sealing + viscosity |
| “The silicone slides down.” | Wrong type for brush-on application | Need thixotropic / non-sag version |
| “The potting has air pockets.” | Viscosity too high for small gaps | Gap size + dispensing method |
| “The silicone becomes thick too fast.” | Pot life too short, temperature too high or batch too large | Pot life + temperature + mixing quantity |
| “The silicone feels thick but TDS looks OK.” | Process condition does not match TDS test condition | Test temperature and real operation time |
Before asking for lower or higher viscosity, first identify whether the issue is initial viscosity, working viscosity, application method, or process time.

Initial Viscosity vs Working Viscosity
RTV-2 silicone does not keep the same viscosity forever after Part A and Part B are mixed.
The viscosity in the TDS usually describes the initial material condition under a specific test method. But in real use, silicone starts reacting after mixing, and the viscosity gradually increases until it gels.
That is why two materials with similar TDS viscosity may behave very differently in production.
| Situation | What It Usually Means |
| Too thick immediately after mixing | Initial viscosity may be too high |
| Good at first, thickens too fast | Pot life too short or temperature too high |
| Small cup test OK, production batch too thick | Batch size, heat buildup or process time issue |
| TDS viscosity looks acceptable, but mold fails | Application method mismatch |
| Good flow but bubbles remain | Pot life, degassing or mixing issue |
| Good flow in cup but poor flow in mold | Mold design, pouring path or detail depth issue |
The real question is not only:
What is the viscosity number?
Daha iyi bir soru:
Can the silicone still flow, degas, fill, brush or level during my actual working time?
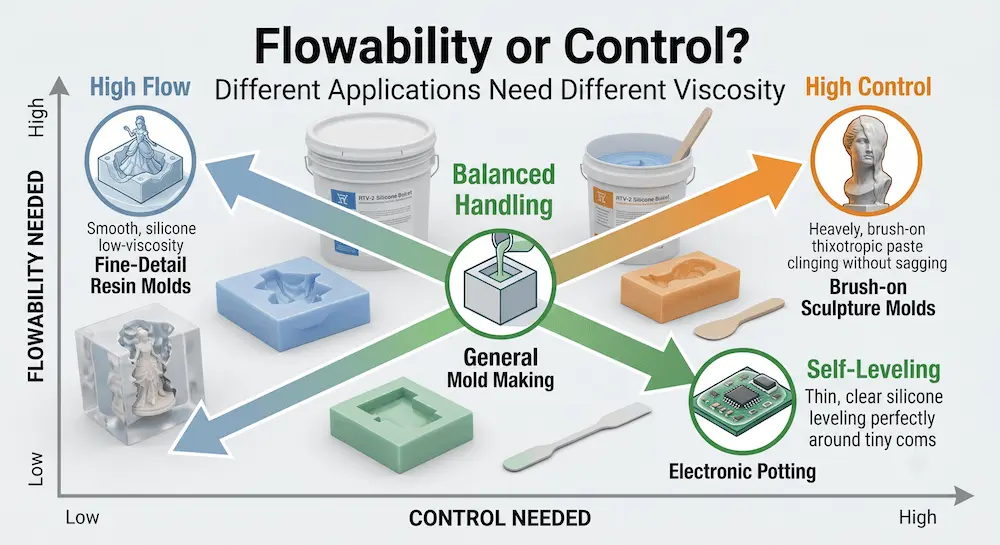
The Core Decision: Flowability or Control?
Choosing viscosity is a balance between flowability and control.
Low viscosity improves flow.
Higher viscosity gives more body.
Thixotropic silicone gives non-sag control for brushing or vertical surfaces.
| Application Need | Need Flow? | Need Control? | Better Direction |
| Fine-detail resin molds | Yüksek | Orta | Low/medium viscosity + enough pot life |
| Genel kalıp yapımı | Orta | Orta | Medium viscosity |
| Large concrete molds | Orta | Yüksek | Medium viscosity + longer pot life |
| Brush-on sculpture molds | Düşük | Very high | Thixotropic / non-sag silicone |
| Elektronik çömlekleme | Very high | Orta | Low viscosity + self-leveling |
| Cable sealing gel | Yüksek | Orta | Low/medium viscosity + suitable softness |
| Pad printing pad casting | Orta | Orta | Pourable viscosity + bubble control |
| Distributor general grade | Orta | Orta | Balanced viscosity for wider users |
Low viscosity solves flow problems, but it can create control problems.
High viscosity gives body, but it can create bubble and detail reproduction problems.
Low Viscosity Is Not Always Better
Many buyers think lower viscosity means better silicone. This is only partly true.
Low viscosity helps when the silicone needs to flow into small gaps, fine details or electronic components. But if the application needs control, low viscosity may create new problems.
| Low Viscosity Helps When… | Low Viscosity Becomes a Problem When… |
| Mold has fine details | Mold box is not sealed |
| Vacuum degassing is needed | Silicone leaks from edges |
| Potting gaps are small | Application is vertical |
| Silicone needs self-leveling | Brush-on thickness is needed |
| Air bubbles need to escape | Material flows away from target area |
| Deep details need filling | Potting cavity may overflow |
Low viscosity is useful for flow. It is not always suitable for positioning, coating thickness, vertical surfaces or open structures.
If you need the silicone to stay on a vertical model, do not simply ask for lower viscosity. You may need a thixotropic or brushable silicone.
High Viscosity Does Not Mean Higher Strength
Another common misunderstanding is that thicker silicone means stronger silicone.
This is not always true.
Uncured viscosity does not directly represent final mold strength. The final cured performance should be judged by:
- Shore A sertlik
- yırtılma mukavemeti
- tensile strength
- elongation
- büzülme
- tedavi sistemi
- resin or casting material compatibility
- mold design
A high-viscosity silicone may still have poor tear strength.
A lower-viscosity silicone may still cure into strong rubber if the formulation is suitable.
| Buyer Assumption | Reality |
| Thicker silicone means stronger mold | Şart değil |
| Low viscosity means weak silicone | Şart değil |
| High viscosity means better quality | Şart değil |
| Viscosity can replace Shore A | Hayır |
| Viscosity can represent tear strength | Hayır |
| Cured performance depends only on flow | Hayır |
Viscosity affects uncured handling. Shore A, tear strength, tensile strength and elongation affect cured performance.
When Silicone Viscosity Is Too High
If viscosity is too high for your application, the silicone may be hard to process even if the final cured rubber is acceptable.
Common signs:
- hard to mix
- hard to pour
- slow flow into fine details
- trapped bubbles
- poor vacuum degassing
- incomplete detail reproduction
- flow marks
- poor filling in narrow gaps
- operator feels the silicone thickens too fast
| Problem | Neden Oluyor | Better Direction |
| Bubbles remain | Thick silicone traps air | Lower viscosity + suitable pot life |
| Fine details missing | Silicone cannot enter details easily | Lower/medium viscosity |
| Pouring is difficult | Viscosity too high for mold size | Medium viscosity grade |
| Potting gaps not filled | Flow is too slow | Low-viscosity potting silicone |
| Vacuum degassing is slow | Air release is difficult | Lower viscosity and longer pot life |
| Flow marks appear | Silicone loses flow before leveling | Lower viscosity or longer working time |
If silicone is too thick, longer vacuum time alone may not solve the problem. The silicone must be able to flow and release bubbles within the available pot life.
When Silicone Viscosity Is Too Low
Low viscosity is helpful for flow, but if it is too low for the structure, it becomes difficult to control.
Common signs:
- silicone leaks from mold box
- silicone flows away from target area
- brush-on layer slides down
- difficult to build thickness
- overflow in potting
- poor control around open structures
- not suitable for vertical surface application
| Problem | Neden Oluyor | Better Direction |
| Silicone leaks | Mold box not sealed or viscosity too low | Seal mold box or use higher viscosity |
| Brush-on layer sags | Normal pourable silicone cannot stay vertical | Use thixotropic silicone |
| Too much flow around part | Viscosity too low for fixture design | Medium viscosity or process control |
| Difficult to build thickness | Low viscosity self-levels too much | Brushable / non-sag version |
| Potting overflows | Flow too fast or cavity not controlled | Adjust viscosity or dispensing method |
Low viscosity is good when you need flow.
It is wrong when you need controlled placement or non-sag behavior.

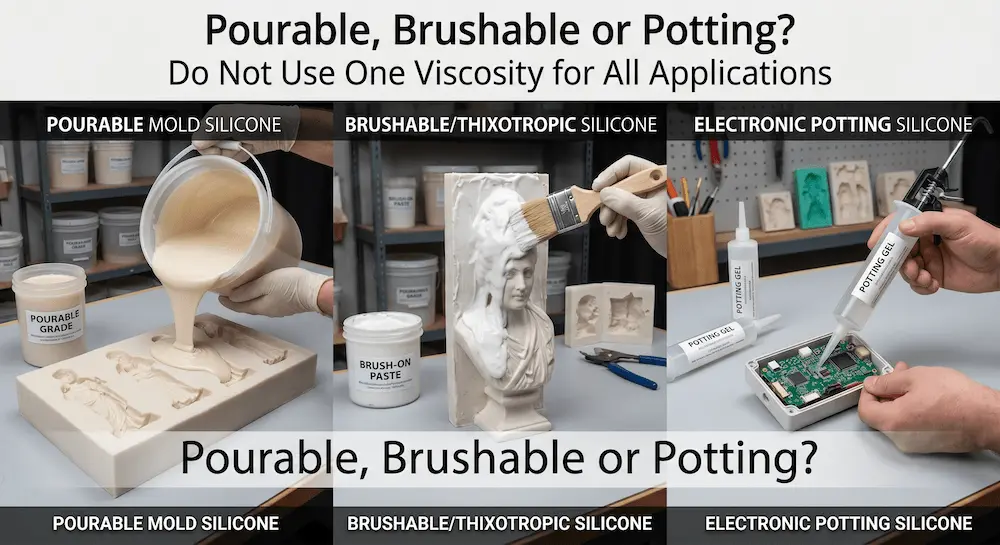
Pourable vs Brushable vs Potting Silicone
Different applications need different viscosity logic.
| Silikon Tip | Main Requirement | Better Viscosity Direction |
| Pourable mold silicone | Flow into mold and release bubbles | Low to medium viscosity |
| General mold making silicone | Balanced handling | Medium viscosity |
| Fine-detail resin mold silicone | Detail reproduction | Low/medium viscosity + enough pot life |
| Concrete mold silicone | Flow + mold stability | Medium viscosity |
| Brushable silicone | Non-sag vertical control | Thixotropic system |
| Electronic potting silicone | Gap filling and self-leveling | Low viscosity |
| Cable sealing gel | Filling + sealing | Low/medium viscosity or gel system |
| Tampon baskı silikon | Smooth pad production | Pourable viscosity + bubble control |
Pouring silicone
Pouring applications need flow, but not uncontrolled leakage. For detailed molds, low to medium viscosity is usually better.
Brush-on silicone
Brush-on mold making needs non-sag behavior. Normal low-viscosity silicone may slide down from vertical surfaces. A thixotropic version is usually more suitable.
Potting silicone
Electronic potting usually needs lower viscosity and self-leveling performance, especially for small gaps, sensors, PCB modules, cable entries and electronic housings.
Tampon baskı silikon
İçin tampon baskı silikon, viscosity matters during pad casting, but final printing performance depends more on hardness, rebound, oil resistance and shape recovery.
Viscosity and Pot Life Must Be Selected Together
Many buyers say “the silicone is too thick”, but the real problem may be that the pot life is too short.
As RTV-2 silicone reacts after mixing, viscosity increases. If the pot life is too short, the silicone may become difficult to pour even if the initial viscosity is suitable.
| Situation | Real Issue May Be |
| Silicone is OK at first but thickens during pouring | Pot life too short |
| Silicone is hard to degas after a few minutes | Pot life + viscosity mismatch |
| Fine details are not filled | High viscosity or short working time |
| Flow marks appear | Viscosity rises before leveling |
| Large mold fails but small cup test works | Real process time is longer than pot life |
| Summer test feels faster than winter test | Temperature affects viscosity increase |
The correct selection is not simply:
low viscosity
It is:
suitable viscosity + enough pot life + acceptable cure time
How to Choose Viscosity by Application
| Uygulama | Better Viscosity Direction | Why |
| Jewelry resin molds | Low/medium viscosity | Fine details and easy pouring |
| Coaster and craft molds | Medium viscosity | Balanced handling |
| Large resin molds | Medium viscosity + longer pot life | Flow and control |
| Beton kalıpları | Medium viscosity | Mold stability and pouring balance |
| Gypsum / plaster molds | Medium viscosity | General mold making use |
| Fine-detail prototypes | Low/medium viscosity | Better pattern reproduction |
| Brush-on sculpture molds | Thixotropic / non-sag | Vertical surface control |
| Vakumlu döküm kalıpları | Low/medium viscosity | Flow and bubble release |
| Elektronik çömlekleme | Low viscosity | Filling gaps and self-leveling |
| Cable sealing | Low/medium viscosity or gel system | Filling and sealing |
| Pad printing pad casting | Pourable viscosity + bubble control | Smooth pad production |
| Distributor general SKU | Medium viscosity | Suitable for wider end users |
For distributors, one viscosity cannot cover every application. A practical RTV-2 silicone product line may include:
- low-viscosity pourable silicone
- medium-viscosity general mold silicone
- thixotropic brush-on silicone
- low-viscosity potting silicone
- special pad printing silicone
How to Test Silicone Viscosity Correctly Before Judging a Sample
Do not judge viscosity only by stirring the silicone in a cup.
A proper viscosity evaluation should simulate the real application.
| Test Item | What to Check |
| Same temperature | Compare samples at the same room temperature |
| Same mixing quantity | 100g cup test and 5kg production may feel different |
| Initial flow | Check flow immediately after mixing |
| Working flow | Check flow after 5, 10 or 15 minutes |
| Detail test | Can silicone enter actual fine details? |
| Bubble test | Can bubbles escape with your process? |
| Vacuum degassing test | Does viscosity allow efficient degassing? |
| Pouring test | Can silicone fill the real mold shape? |
| Brush-on test | Does silicone stay on vertical surface? |
| Potting test | Can silicone fill actual gaps without air pockets? |
| Leak test | Does low viscosity cause mold box leakage? |
| Current material comparison | Compare with your existing silicone under the same conditions |
A 100g cup test cannot fully represent mold making, potting or brush-on production.
The key is to test whether the silicone viscosity still works during your actual process.
Common Viscosity Selection Mistakes
| Mistake | Why It Causes Problems |
| Choosing the lowest viscosity for all molds | May cause leakage or poor control |
| Choosing high viscosity to avoid leakage | May trap bubbles and miss fine details |
| Ignoring pot life | Silicone may become too thick during operation |
| Using pourable silicone for brush-on work | Silicone may slide down |
| Using mold silicone for electronic potting | May not fill small gaps well |
| Comparing samples at different temperatures | Viscosity feeling changes |
| Testing only in a cup | Real mold flow may be different |
| Ignoring mold box sealing | Low viscosity silicone may leak |
| Judging strength by viscosity | Cured performance needs tear strength, Shore A and elongation |
| Asking only for “thinner silicone” | The real issue may be pot life or process design |
The best viscosity is not the thinnest material.
It is the viscosity that works reliably in your actual production process.
How Topsil Helps Buyers Choose the Right Viscosity
Topsil Silicone is a China RTV-2 silicone rubber manufacturer with 15+ years of production and application experience.
When a customer says “the silicone is too thick”, we first ask:
Is it too thick immediately after mixing, or does it become too thick after several minutes?
If it is too thick immediately, the initial viscosity may be too high for the application.
If it becomes thick during operation, the real problem may be pot life, room temperature or batch size.
When a customer says “the silicone is too runny”, we check whether the application needs flow or control. For example, lowering viscosity may help fine resin details, but it is not suitable for vertical brush-on mold making. In that case, a thixotropic version may be more suitable.
We usually check:
- Is the silicone used for pouring, brushing, potting or pad printing?
- Does the mold have fine details, deep cavities or large surface area?
- Is vacuum degassing required?
- What is the current viscosity in the TDS?
- Does the problem happen immediately or after several minutes?
- What is the pot life?
- What is the room temperature?
- How much silicone is mixed each time?
- Does the mold box leak?
- Is the application vertical or self-leveling?
- What final Shore A, tear strength or softness is required?
Based on your real process, Topsil can recommend or adjust:
- Viskozite
- Shore A sertlik
- saksı hayatı
- kürlenme süresi
- pourable version
- thixotropic brush-on version
- potting-grade silicone
- tampon baskı silikon
The goal is not simply to make the silicone thinner or thicker.
The goal is to make viscosity match your application, working time and final performance.
What to Send Us for Viscosity Recommendation
If your RTV-2 silicone is too thick, too runny or difficult to process, please send us:
| Information | Why We Need It |
| Uygulama | Mold making, resin mold, concrete mold, potting, brushing or pad printing |
| Operation method | Pouring, brushing, vacuum degassing, dispensing or casting |
| Current silicone TDS | To compare viscosity, Shore A, pot life and cure time |
| Current viscosity problem | Too thick, too runny, bubbles, leakage or poor details |
| When the problem happens | Immediately after mixing or after several minutes |
| Kalıp boyutu | Larger molds may need different viscosity and pot life |
| Detail complexity | Fine details may need better flow |
| Pot life requirement | Viscosity must stay workable during operation |
| Room temperature | Temperature affects viscosity feeling and working time |
| Mixing quantity | Large batches may feel harder to handle |
| Vacuum degassing or not | Affects viscosity and pot life selection |
| Self-leveling or non-sag requirement | Determines pourable or thixotropic system |
| Target Shore A hardness | Helps balance flow and final mold performance |
| Annual consumption | Helps recommend sample and supply solution |
These details help us recommend a suitable RTV-2 silicone instead of sending a random sample.
SSS
Need Help Choosing the Right RTV-2 Silicone Viscosity?
Topsil can help recommend a suitable RTV-2 silicone viscosity and adjust Shore A, pot life, cure time or cure system according to your real production process.