Most resin mold failures do not happen because the silicone is simply “bad”.
They often happen because the silicone grade does not match the resin type, mold size, undercut design, demolding force, pot life requirement or expected mold life.
If your resin mold tears, deforms, traps bubbles or becomes sticky after several castings, choosing a softer silicone is not always the solution. You may need a different Shore A-Härte, viscosity, tear strength, pot life, cure system or resin-compatible grade.
For resin molds, the right silicone grade is not the softest one.
It is the grade that balances:
- einfache Entformung
- shape stability
- fine detail reproduction
- tear resistance
- resin compatibility
- expected mold life
- production efficiency
This guide helps you choose the right RTV-2-Silikonkautschuk for epoxy resin molds, jewelry molds, coasters, trays, decorative resin molds, PU resin casting and high-volume resin production.
Quick Decision: Which Silicone Grade Is Better for Your Resin Mold?
| Resin Mold Type | Better Shore A Direction | Main Risk If Wrong | What to Confirm |
| Jewelry / small detailed molds | Shore A 10–20 | Too hard may tear during demolding | Undercuts, detail depth, demolding force |
| Coaster molds | Shore A 20–25 | Too soft may deform | Resin weight, mold wall thickness |
| Resin tray molds | Shore A 25–30 | Too soft may warp or lose shape | Tray size, resin volume, support design |
| Deep undercut molds | Soft high-tear grade | Low tear strength causes cracking | Undercut depth and release difficulty |
| Fine decorative molds | Low/medium viscosity + good tear | Poor detail reproduction or bubbles | Texture, logo, pattern depth |
| Large resin molds | Shore A 25–35 | Deformation or poor dimensional stability | Mold size and backing support |
| PU resin casting | Platinum cure or higher-performance grade | Short mold life or poor dimensional accuracy | Resin chemistry and casting frequency |
| Distributor product line | 10A / 20A / 30A sample kit | One grade cannot cover all users | Target customers and applications |
The most common mistake is choosing only by softness.
Soft silicone helps demolding, but if the mold is large or carries heavy resin, too soft silicone may deform.
The Core Decision: Easy Demolding or Shape Stability?
For resin molds, the biggest selection conflict is:
soft enough to demold easily, but strong enough to hold shape.
| Buyer Goal | Common Mistake | Better Selection Logic |
| Leichtere Entformung | Choose silicone too soft | Use soft high-tear grade only when the mold is small or has undercuts |
| Better shape support | Choose silicone too hard | Use medium Shore A with proper mold wall and backing support |
| Longer mold life | Only compare hardness | Check tear strength, resin compatibility and cure system |
| Better detail reproduction | Only ask for soft silicone | Check viscosity, flow and pot life |
| Lower cost | Choose the cheapest tin cure grade | Confirm resin compatibility and expected casting times |
A 10A silicone may work well for small jewelry molds, but it can deform in a large resin tray mold.
A 30A silicone may support tray molds better, but it may be too hard for deep undercuts or fragile patterns.
The right choice depends on the mold design, not only the resin type.

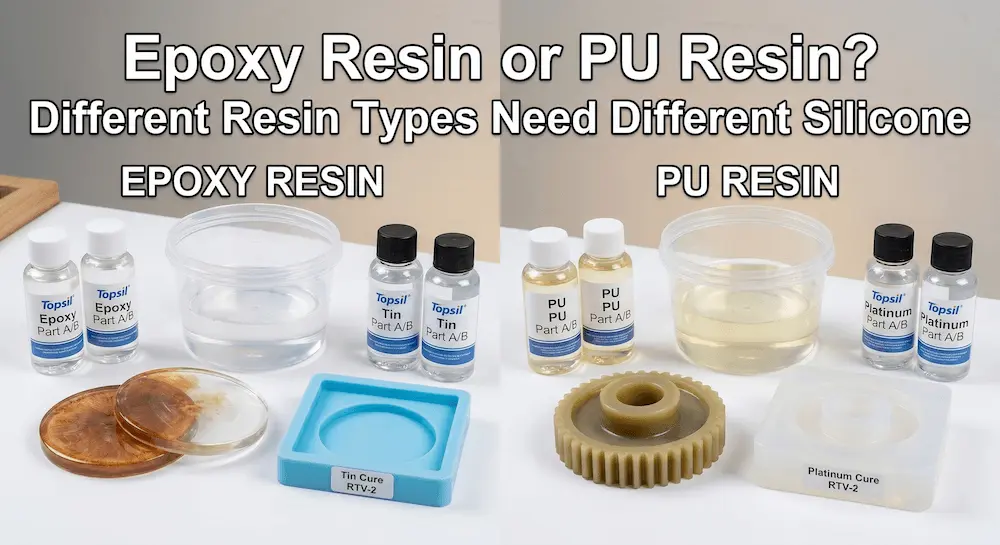
Epoxy Resin Molds vs PU Resin Casting: Do Not Use the Same Selection Logic
“Resin mold” is a broad term. Epoxy resin craft molds and PU resin casting molds may need very different silicone grades.
| Anmeldung | Main Concern | Better Silicone Direction |
| Epoxy jewelry molds | Easy demolding, fine details | Soft silicone, good tear strength, low/medium viscosity |
| Epoxy coaster molds | Smooth surface, shape support | Shore A 20–25, good flow |
| Epoxy tray molds | Dimensional stability | Shore A 25–30, stronger support |
| Decorative epoxy parts | Detail reproduction | Lower viscosity and suitable pot life |
| PU prototype casting | Low shrinkage, mold life | Platinum cure or higher-performance grade |
| PU industrial parts | Repeated casting, chemical resistance | High tear strength, better durability, compatibility test |
| Filled resin casting | Mold wear and abrasion | Better tear strength and durability |
For general epoxy resin crafts, tin cure silicone may be enough.
For PU resin casting, high-value parts or repeated production, you may need platinum cure silicone or a higher-performance RTV-2 silicone grade.
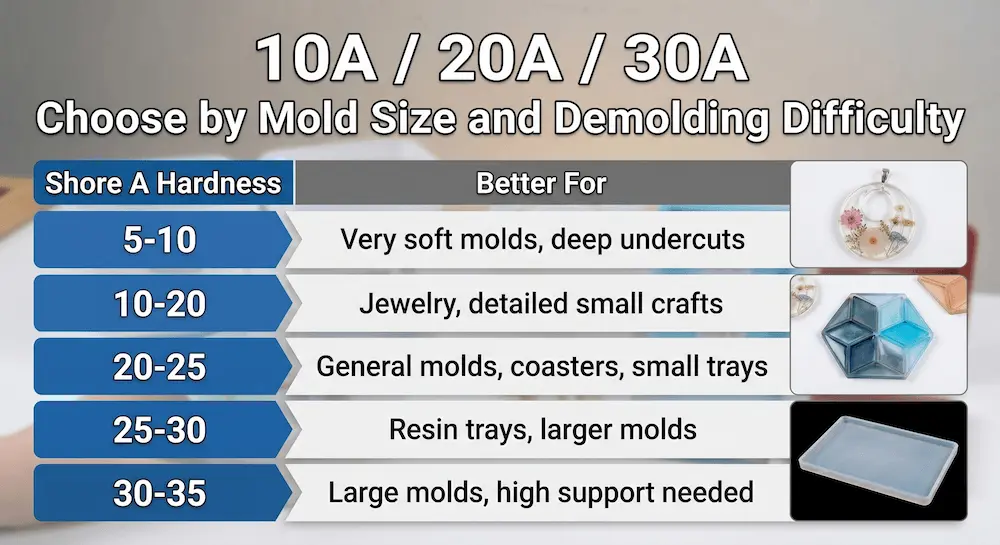
1. How to Choose Shore A Hardness for Resin Molds
Shore A hardness controls flexibility and shape support.
But there is no single “best hardness” for all resin molds.
| Shore A Härte | Better For | Possible Risk |
| Shore A 5–10 | Very soft molds, deep undercuts, fragile details | Easy to deform, not ideal for large molds |
| Shore A 10–20 | Jewelry molds, small resin crafts, detailed molds | May lack support for trays |
| Shore A 20–25 | General resin molds, coasters, small trays | Balanced choice |
| Shore A 25–30 | Resin trays, larger molds, better dimensional support | Harder demolding for undercuts |
| Shore A 30–35 | Large resin molds or production molds | Not suitable for fragile or deep-detail parts |
Practical selection
Choose Shore A 10–20 if the resin part is small, detailed or difficult to demold. Choose Shore A 20–25 for general epoxy resin molds and coasters. Choose Shore A 25–30 for trays, larger molds or molds that need better shape support. Choose soft high-tear silicone for deep undercuts.
The goal is not to choose the softest silicone.
The goal is to choose the right balance between flexibility and support.
2. How to Choose Viscosity for Resin Mold Making
Viscosity affects flow, bubble release and detail reproduction.
If viscosity is too high, silicone may not flow well into fine details and may trap more bubbles.
If viscosity is too low, it may flow too much for some mold structures or brush-on applications.
| Viscosity Direction | Better For | Risk |
| Low viscosity | Fine details, logos, small decorative resin molds | May flow too much in some structures |
| Medium viscosity | General resin molds, coasters, trays | Balanced operation |
| Higher viscosity | Simple molds that need more body | May trap bubbles or miss details |
| Thixotropic version | Brush-on or vertical mold making | Not suitable for self-leveling pouring |
For poured resin molds, a pourable RTV-2 silicone with good flow is usually easier to use.
If the master has fine texture, logos, letters, patterns or deep cavities, choose good flow + enough pot life, not only low hardness.
3. How to Choose Pot Life for Resin Molds
Pot life is the usable working time after mixing Part A and Part B.
For resin molds, pot life must allow enough time for:
- weighing
- mixing
- vacuum degassing, if needed
- pouring
- bubble release
- silicone flow into details
- leveling
| Resin Mold Process | Suggested Pot Life |
| Small simple resin molds | 10–20 min |
| Jewelry or fine-detail molds | 20–40 min |
| Coaster molds | 20–30 min |
| Resin tray molds | 30–45 min |
| Vacuum degassing required | 30–45 min |
| Large resin molds | 30–60 min |
| Brush-on mold making | 30–60 min |
A very fast silicone may save demolding time, but if it thickens before pouring or degassing is finished, it can cause bubbles, flow marks and poor detail reproduction.
For resin molds, the better target is:
enough working time + acceptable demold time + stable final rubber performance
4. Tin Cure or Platinum Cure Silicone for Resin Molds?
Both tin cure and platinum cure silicone can be used for resin molds, but the better choice depends on cost, precision, mold life and resin type.
| Resin Mold Process | Suggested Pot Life |
| Small simple resin molds | 10–20 min |
| Jewelry or fine-detail molds | 20–40 min |
| Coaster molds | 20–30 min |
| Resin tray molds | 30–45 min |
| Vacuum degassing required | 30–45 min |
| Large resin molds | 30–60 min |
| Brush-on mold making | 30–60 min |
Choose tin cure silicone when:
- application is general epoxy resin mold making
- cost control is important
- mold size is small to medium
- high precision is not the first requirement
- customer needs simple operation
- distributor needs economical general-purpose grades
Choose platinvernetztes Silikon when:
- low shrinkage is important
- resin part requires better dimensional accuracy
- mold life is more important than low material cost
- customer uses PU resin casting
- resin parts are high-value or repeated production
- food-contact compliance is required, if certified
However, platinum cure silicone may be sensitive to cure inhibition. If your master model is 3D printed, painted, coated or made from unknown material, always do a small surface test first.
5. Master Model Surface Can Affect Silicone Cure
Many resin mold buyers use different master models:
- 3D printed master
- painted model
- coated model
- clay model
- acrylic model
- resin model
- wood model
- polished prototype
For platinum cure silicone, the master model surface is very important.
Some 3D printing resins, sulfur clay, latex, amine materials, paints, coatings, adhesives or contaminated surfaces may inhibit platinum cure silicone.
| Situation | Possible Result |
| Platinum silicone cures in the cup but not on the model | Surface inhibition |
| 3D printed master remains sticky on contact surface | Resin inhibition |
| Painted model causes tacky silicone surface | Coating or solvent issue |
| Only some areas fail to cure | Local contamination |
Practical suggestion
Before making a full resin mold, apply a small amount of mixed silicone on the master model surface.
If the silicone cures in the cup but not on the model, the issue is usually surface inhibition or contamination, not necessarily silicone quality.
6. How Mold Life Expectation Affects Silicone Selection
A customer making one DIY resin mold and a customer making repeated production molds should not always use the same silicone grade.
| Expected Use | Silicone Selection Direction |
| DIY or hobby use | Cost-effective tin cure silicone may be enough |
| Small workshop repeated casting | Better tear strength and stable hardness |
| Resin product seller | Better mold life and batch consistency |
| Distributor product line | Several Shore A options for different users |
| PU or high-value resin parts | Platinum cure or higher-performance grade |
| Long mold life priority | Do not select only by low price |
If one mold only needs a few castings, an economical grade may be acceptable.
If one mold must support repeated resin casting, tear strength, resin resistance and cure system become more important.
The cheapest silicone may become expensive if the mold tears early or becomes sticky after several castings.
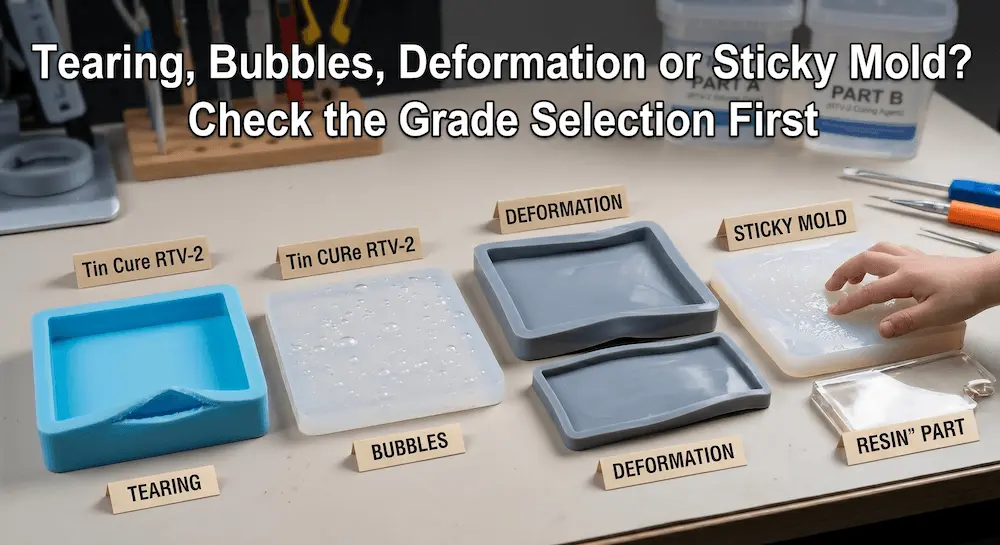
7. Common Resin Mold Problems and Better Grade Selection
| Problem | Possible Cause | Better Silicone Direction |
| Mold tears during demolding | Silicone too hard, low tear strength, deep undercuts | Softer high-tear silicone |
| Mold deforms after resin pouring | Silicone too soft or mold wall too thin | Higher Shore A or better backing support |
| Bubbles remain in details | Viscosity too high or pot life too short | Lower viscosity and longer pot life |
| Poor detail reproduction | Silicone does not flow well | Better flow and suitable pot life |
| Resin sticks to mold | Surface issue, release problem or compatibility | Test resin compatibility and release method |
| Mold becomes sticky after several castings | Resin, PU or solvent attack | More compatible or higher-performance grade |
| Mold life is too short | Wrong grade, low tear strength or resin attack | Better tear strength and cure system |
| Sample works but production fails | Different batch size, temperature or process | Test under real production conditions |
Do not solve every problem by choosing a softer silicone.
For resin molds, the better solution may be higher tear strength, better viscosity, longer pot life, higher Shore A, platinum cure system or improved mold support.
8. How to Test Silicone Rubber for Resin Molds Before Bulk Order
Do not judge resin mold silicone only by touching the cured sample.
Test it under real application conditions.
| Problem | Possible Cause | Better Silicone Direction |
| Mold tears during demolding | Silicone too hard, low tear strength, deep undercuts | Softer high-tear silicone |
| Mold deforms after resin pouring | Silicone too soft or mold wall too thin | Higher Shore A or better backing support |
| Bubbles remain in details | Viscosity too high or pot life too short | Lower viscosity and longer pot life |
| Poor detail reproduction | Silicone does not flow well | Better flow and suitable pot life |
| Resin sticks to mold | Surface issue, release problem or compatibility | Test resin compatibility and release method |
| Mold becomes sticky after several castings | Resin, PU or solvent attack | More compatible or higher-performance grade |
| Mold life is too short | Wrong grade, low tear strength or resin attack | Better tear strength and cure system |
| Sample works but production fails | Different batch size, temperature or process | Test under real production conditions |
For PU casting or high-value resin parts, one casting test is not enough.
Repeated casting is more useful for judging mold life.
9. Sample Selection Guide for Resin Mold Buyers
If you are not sure which grade to test, start from the real mold type.
| Buyer Requirement | Suggested Sample Direction |
| Small jewelry resin molds | Shore A 10–20 soft silicone |
| General epoxy resin molds | Shore A 20–25 tin cure silicone |
| Coaster molds | Shore A 20–25 silicone |
| Resin trays | Shore A 25–30 silicone |
| Tiefe Hinterschneidungen | Soft high-tear grade |
| Fine texture or logo | Lower viscosity silicone |
| Vacuum degassing process | Pot life around 30–45 min |
| PU resin casting | Platinum cure or higher-performance grade |
| Lower shrinkage requirement | Platinvernetzendes Silikon |
| Distributor product line | 10A / 20A / 30A sample kit |
For distributors, one resin mold silicone grade is usually not enough. Different end users may need different hardness for jewelry, coasters, trays, large molds and industrial casting.
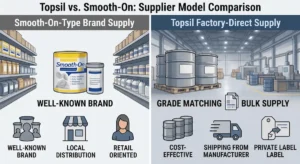
How Topsil Helps Buyers Choose Silicone for Resin Molds
Topsil Silicone is a China RTV-2 silicone rubber manufacturer with 15+ years of production and application experience.
When a resin mold customer asks for “soft silicone”, we usually do not recommend the softest grade immediately.
We first check:
- Is the mold small jewelry, coaster, tray or large mold?
- Is the resin epoxy, PU, UV resin, polyester or filled resin?
- Does the mold have deep undercuts or fragile details?
- Does the customer need easy demolding or better shape support?
- Is the master model 3D printed, painted or coated?
- Does the customer expect a few castings or repeated production?
- Is the current problem tearing, bubbles, deformation, sticking or short mold life?
For example, Shore A 10 silicone may work well for small jewelry molds, but it may deform in a large tray mold. For resin trays, Shore A 20–30 with better shape support is usually safer. For PU resin casting or high-value repeated production, platinum cure or higher-performance silicone may be more suitable.
Based on the customer’s real application, we can recommend tin cure or platinum cure RTV-2 silicone and adjust hardness, viscosity, pot life or curing speed when needed.
What to Send Us for Resin Mold Silicone Recommendation
If you need silicone rubber for resin molds, please send us the following information:
| Buyer Requirement | Suggested Sample Direction |
| Small jewelry resin molds | Shore A 10–20 soft silicone |
| General epoxy resin molds | Shore A 20–25 tin cure silicone |
| Coaster molds | Shore A 20–25 silicone |
| Resin trays | Shore A 25–30 silicone |
| Tiefe Hinterschneidungen | Soft high-tear grade |
| Fine texture or logo | Lower viscosity silicone |
| Vacuum degassing process | Pot life around 30–45 min |
| PU resin casting | Platinum cure or higher-performance grade |
| Lower shrinkage requirement | Platinvernetzendes Silikon |
| Distributor product line | 10A / 20A / 30A sample kit |
These details help us recommend a suitable resin mold silicone instead of sending a random sample.
FAQ
Need Help Choosing Silicone Rubber for Resin Molds?
Topsil Silicone can help recommend a suitable tin cure or platinum cure RTV-2 silicone rubber for resin molds and adjust hardness, viscosity, pot life or curing speed according to your application.