

Bubbles in RTV-2-Silikon aren’t just a mixing error—they are a symptom. Air can be whipped in during mixing, trapped by complex mold geometry, or released by porous master surfaces. This guide shows how to pinpoint the exact cause and eliminate bubbles for flawless, high-strength molds.
Quick Answer: How to Eliminate Bubbles in RTV-2 Silicone
Pouring Technique: Mix slowly to avoid whipping air. Vacuum degas if possible, and always pour in a thin, steady stream from a single low point.
Surface Prep: Seal porous masters (wood, concrete, plaster, 3D prints) before pouring, and brush a thin detail coat onto intricate areas first.
Grade Adjustment: If bubbles persist, switch to a lower-viscosity silicone grade or a formulation with a longer working time to let air escape naturally.
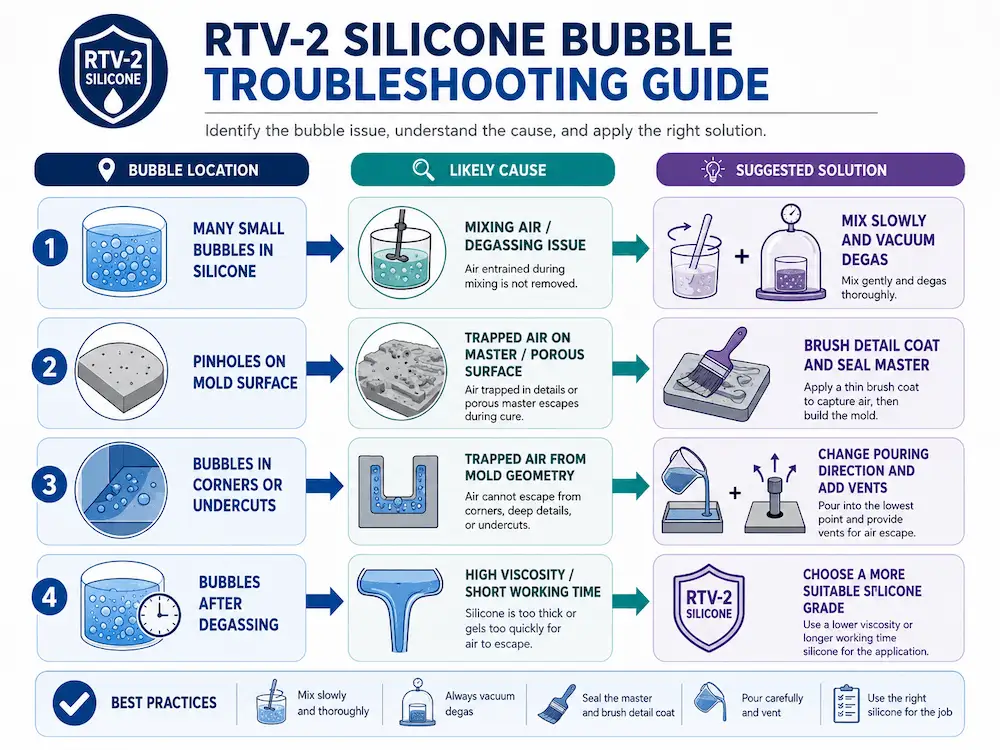
Stellen Sie zunächst fest, wo die Blasen auftreten
Bevor Sie Ihr Verfahren oder Ihre Silikonsorte ändern, prüfen Sie die Lage der Blasen.

Unterschiedliche Blasenmuster weisen in der Regel auf unterschiedliche Ursachen hin.
| Blasenproblem | Wahrscheinliche Ursache | Beste Lösung |
| Viele kleine Bläschen im gesamten Silikon | Beim Mischen eingebrachte Luft | Langsamer mischen und vor dem Ausgießen vakuumentgasen |
| Nadellöcher auf der Oberfläche der Form | Lufteinschlüsse auf der Masteroberfläche | Zuerst eine dünne Schicht aufstreichen |
| Blasen um Ecken oder Hinterschneidungen | Formgeometrie schließt Luft ein | Vom tiefsten Punkt aus gießen und Entlüftungen hinzufügen |
| Blasen in feinen Details oder Schriftzügen | Silikon zu zähflüssig oder zu schnell gegossen | Silikon mit niedriger Viskosität und langsames Gießen verwenden |
| Blasen aus Gips, Holz, Beton oder Gipsmastern | Poröser Master lässt Luft frei | Versiegeln Sie die Vorlage vor dem Ausgießen mit Silikon |
| Nach der Vakuumentgasung bleiben Blasen zurück | Topfzeit zu kurz, Viskosität zu hoch oder Entgasungszeit nicht ausreichend | Längere Verarbeitungszeit oder Silikon mit niedrigerer Viskosität verwenden |
| Blasenbildung mit klebrigen oder unausgehärteten Bereichen | Mögliche Härtungshemmung, insbesondere bei platinhärtendem Silikon | Master-Material, Trennmittel, Harz, Ton oder Oberflächenbehandlung prüfen |
Der springende Punkt ist einfach:
Blasen sind nicht nur ein Problem. Sie sind ein Prozesssignal.
Wenn die Blasen immer an der gleichen Stelle auftreten, liegt das Problem in der Regel an der Gießrichtung, der Formgestaltung, der Oberflächenvorbereitung oder an eingeschlossener Luft - nicht nur am Mischen.
Warum die Vakuumentgasung allein das Problem nicht lösen kann
Die Vakuumentgasung ist eine der wirksamsten Methoden zur Entfernung von Luft aus RTV-2-Silikon. Allerdings wird dabei nur die Luft entfernt, die sich bereits vor dem Gießen im gemischten Silikon befindet.
Sie kann die durch Blasen verursachten Probleme nicht vollständig lösen:
- Lufteinschlüsse unter scharfen Details nach dem Gießen
- Spätere Freisetzung von Luft aus porösen Ausgangsmaterialien
- Schlechte Gießrichtung
- Geschlossene Hochpunkte ohne Entlüftung
- Silikon, das für die Formgebung zu zähflüssig ist
- Zu kurze Verarbeitungszeit für Entgasung und Gießen
Wenn das Silikon nach der Vakuumentgasung sauber aussieht, aber immer noch Blasen auf der Formoberfläche auftreten, liegt das Problem wahrscheinlich nicht am Vakuumschritt. Es kann an der Master-Oberfläche, der Formgeometrie, dem Gießweg oder der Sortenwahl liegen.
1. Mix Slowly and Avoid Whipping Air Into the Silicone
Beim Mischen entstehen viele Blasen.
RTV-2-Silikon wird normalerweise in zwei Komponenten geliefert: Teil A und Teil B. Wenn sie zu schnell gemischt werden, kann Luft in das Silikon gezogen werden. Dadurch entstehen viele kleine Blasen, die in der ausgehärteten Form zurückbleiben können.
Zum besseren Mischen:
- Verwenden Sie einen sauberen Behälter mit ausreichend Platz.
- Langsam und gleichmäßig mischen.
- Kratzen Sie die Seiten und den Boden des Behälters ab.
- Falten Sie den Stoff, anstatt ihn zu schlagen.
- Vermeiden Sie ein wiederholtes Hinein- und Herausheben des Rührstabs.
- Mischen Sie nicht mit hoher Geschwindigkeit, es sei denn, Sie verfügen über eine geeignete Entgasungsanlage.
Für 1:1 platinvernetzendes SilikonDie vollständige Durchmischung ist besonders wichtig. Unvollständiges Mischen kann zu weichen Stellen oder unausgehärteten Bereichen führen, die manchmal fälschlicherweise für Blasenfehler gehalten werden können.
Das Ziel ist nicht, so schnell wie möglich zu mischen.
Das Ziel ist eine vollständige Durchmischung bei möglichst geringem Lufteintrag.
2. Match Silicone Viscosity to Mold Complexity
Die Viskosität des Silikons hat einen direkten Einfluss auf die Blasenabgabe.
RTV-2-Silikon mit niedrigerer Viskosität fließt leichter in feine Details und lässt eingeschlossene Luft schneller aufsteigen. Silikon mit höherer Viskosität kann für einige vertikale oder Pinselanwendungen nützlich sein, aber es kann in detaillierten Formen leichter Blasen halten.
Als allgemeiner Leitfaden:
| Form Typ | Bessere Wahl des Silikons |
| Feine Detailformen | Silikon mit niedrigerer Viskosität |
| Tiefe oder enge Formhohlräume | Niedrige bis mittlere Viskosität mit ausreichender Verarbeitungszeit |
| Große einfache Blockformen | Mittlere Viskosität kann akzeptabel sein |
| Vertikale Oberflächenanwendung | Höherviskoses oder streichfähiges Silikon |
| Komplexe Hinterschneidungen | Geringere Viskosität und sorgfältige Entlüftung |
| Große Formen, die langsames Gießen erfordern | Längere Arbeitszeiten sind wichtig |
Ein häufiger Fehler ist es, nur auf die Viskosität zu achten.
Im realen Formenbau sollten Viskosität und Verarbeitungszeit zusammen betrachtet werden.
Ein Silikon mit geringerer Viskosität kann das Entweichen von Luft unterstützen, aber wenn die Topfzeit zu kurz ist, kann das Silikon eindicken, bevor die Blasen genügend Zeit haben, aufzusteigen. Bei größeren Formen, komplexen Formen oder Vakuum-Entgasungsschritten kann eine längere Verarbeitungszeit ebenso wichtig sein wie eine niedrige Viskosität.
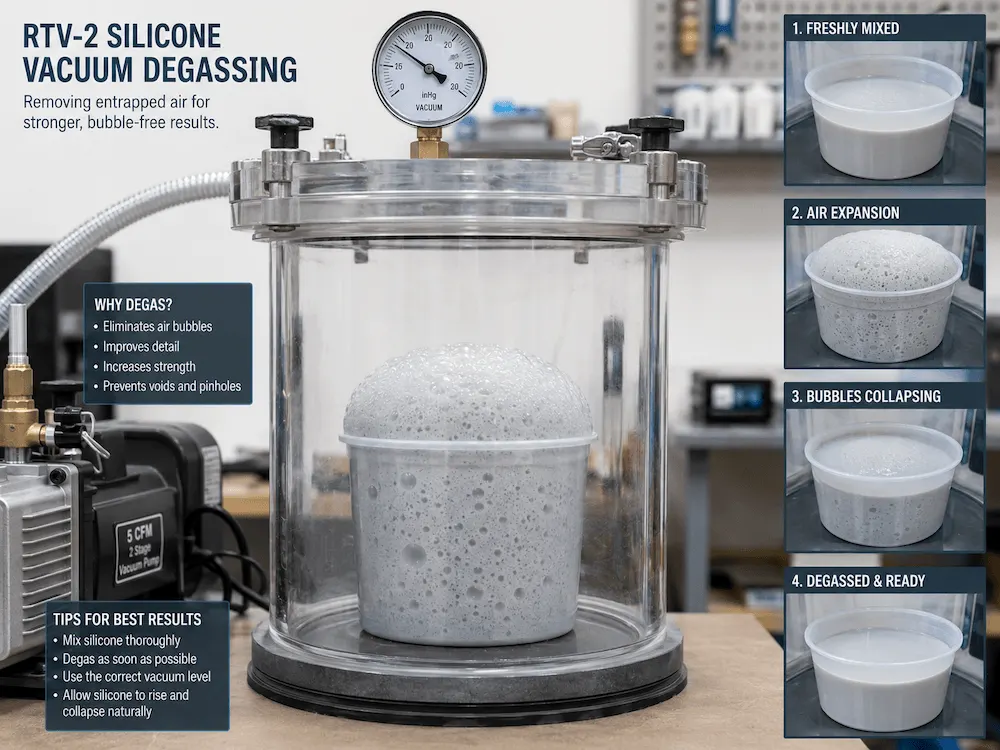
3. Vacuum Degas the Mixed Silicone When Possible
Für den professionellen Formenbau ist die Vakuumentgasung sehr zu empfehlen.
Die Vakuumentgasung hilft, die beim Mischen eingebrachte Luft zu entfernen. Wenn ein Vakuum angelegt wird, dehnen sich die Blasen aus, steigen auf und fallen zusammen, bevor das Silikon in den Formkasten gegossen wird.
Grundlegende Tipps zur Vakuumentgasung:
- Verwenden Sie einen Behälter, der viel größer ist als das Volumen des Silikons.
- Lassen Sie genügend Platz, da das Silikon unter Vakuum aufsteigt.
- Entgasen Sie, nachdem Teil A und Teil B vollständig gemischt sind.
- Verwenden Sie keine schnellhärtende Sorte, wenn nicht genügend Zeit zum Entgasen und Gießen zur Verfügung steht.
- Beachten Sie das technische Datenblatt des Silikonherstellers für die Topfzeit und Aushärtungsbedingungen.
Wenn das Silikon bei der Vakuumentgasung zu stark aufsteigt und überläuft, ist der Behälter zu klein oder das Vakuum wird zu aggressiv angelegt.
Wenn nach der Vakuumentgasung Blasen zurückbleiben, prüfen Sie, ob:
- Die Viskosität des Silikons ist zu hoch.
- Die Lebensdauer des Topfes ist zu kurz.
- Die Vakuumausrüstung ist nicht stark genug.
- Es wird zu viel Material auf einmal entgast.
- Die Blasen entstehen nach dem Gießen, nicht vor dem Gießen.
Die Vakuumentgasung ist sehr wirkungsvoll, aber sie ist kein Ersatz für eine gute Formgestaltung und eine korrekte Gießtechnik.
4. Pour From One Low Point in a Thin Stream
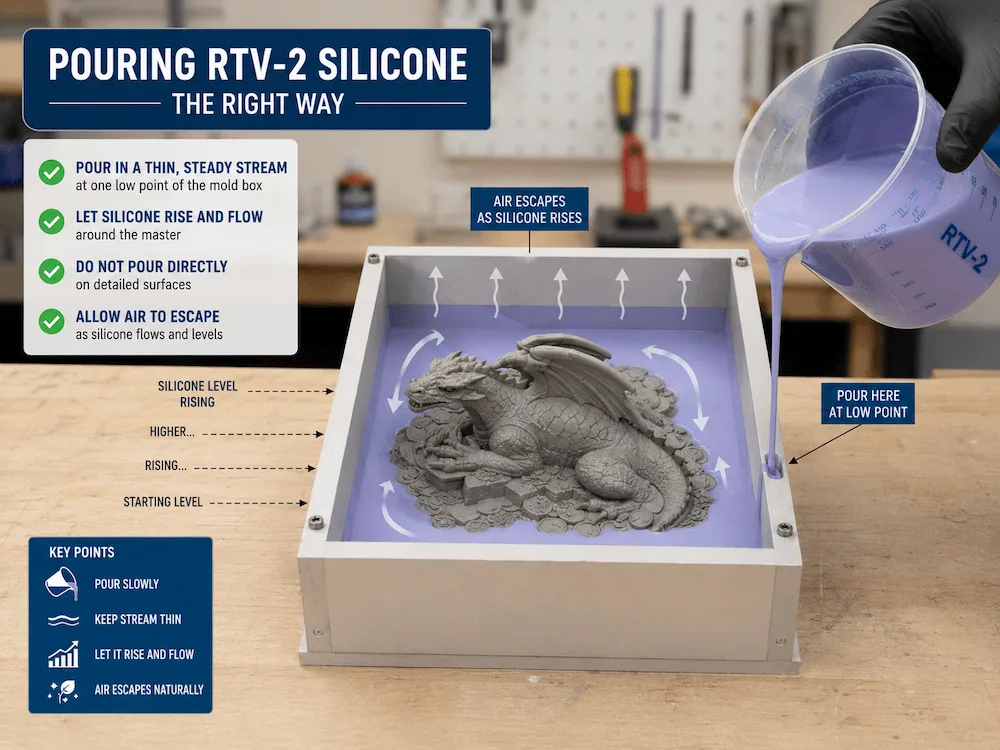
Die Gießtechnik kann darüber entscheiden, ob Luft entweicht oder eingeschlossen bleibt.
Gießen Sie das Silikon nicht direkt über das gesamte Meistermodell. Dies kann zu Lufteinschlüssen an Details, Ecken und Hinterschneidungen führen.
Eine bessere Methode ist:
- Beginnen Sie mit dem Gießen an der tiefsten Stelle des Formkastens.
- Lassen Sie das Silikon auf natürliche Weise um den Meister fließen.
- Langsam in einem dünnen, gleichmäßigen Strahl gießen.
- Vermeiden Sie es, den Behälter zu viel zu bewegen.
- Lassen Sie das Silikon nach und nach über dem Modell aufgehen.
- Wenn möglich, nicht direkt auf detaillierte Oberflächen gießen.
Ein dünner Strahl kann dazu beitragen, dass einige kleine Blasen beim Gießen gestreckt und zerschlagen werden. Noch wichtiger ist, dass das langsame Gießen der Luft mehr Zeit zum Entweichen gibt.
Bei detaillierten oder strukturierten Vorlagen ist die Gießtechnik oft wichtiger, als die Benutzer erwarten.
5. Brush a Thin Detail Coat First
Wenn Blasen in Form von Nadellöchern auf der Formoberfläche auftreten, kann ein Detailanstrich sehr hilfreich sein.
Bevor Sie die gesamte Silikonmenge ausgießen, streichen Sie eine dünne Schicht des gemischten Silikons auf die Oberfläche der Vorlage. Dies hilft, das Silikon in kleine Details zu drücken und eingeschlossene Luft zu verdrängen.
Ein detaillierter Mantel ist besonders nützlich für:
- Feine Texturen
- Beschriftung
- Reliefmuster
- Skulptur-Formen
- Kunstharz-Formen
- Formen für Beton
- Formen für Schmuck
- 3D-gedruckte Meister
- Stein, Holz, Leder oder dekorative Oberflächen
Nachdem Sie die erste dünne Schicht aufgetragen haben, gießen Sie das restliche Silikon langsam von einer Seite des Formkastens.
Diese Methode ist einfach, aber sie kann Oberflächenblasen und Nadelstiche stark reduzieren.
6. Seal Porous Masters Before Pouring Silicone
Manche Blasen kommen gar nicht vom Silikon. Sie kommen von dem Urmodell.
Poröse Materialien können während des Aushärtens Luft an das Silikon abgeben. Dadurch können kleine Blasen direkt auf der Oberfläche der Form entstehen.
Zu den gängigen porösen Master-Materialien gehören:
- Gips
- Gips
- Holz
- Beton
- Zement
- Lehm
- Stein
- Einige 3D-gedruckte Teile
Vor dem Ausgießen von RTV-2-Silikon müssen Sie poröse Meister mit einem geeigneten Dichtungsmittel versiegeln und die Oberfläche vollständig trocknen lassen.
Wenn Sie platingehärtetes Silikon verwenden, prüfen Sie auch die Materialverträglichkeit. Einige Tone, Harze, Trennmittel, Farben oder unausgehärtete Rückstände aus dem 3D-Druck können die Aushärtung hemmen.
Wenn Blasen zusammen mit klebrigem, weichem oder unausgehärtetem Silikon auftreten, liegt das Problem möglicherweise nicht nur an den Blasen. Es kann sich auch um ein Problem der Oberflächenkompatibilität oder der Aushärtungshemmung handeln.
Need the right RTV-2 silicone grade?
If you are facing tearing, bubble, or curing issues, send us your application details. Topsil will recommend the perfect grade for testing.
7. Add Vents for Air Traps and High Points
Einige Formen schließen von Natur aus Luft ein.
Dies geschieht häufig in:
- Scharfe Innenecken
- Tiefe Hinterschneidungen
- Enge Lücken
- Sacklöcher
- Höhepunkte in der Form
- Komplexe 3D-Formen
- Detaillierte Reliefmuster
Wenn die Luft nicht entweichen kann, können Blasen zurückbleiben, selbst wenn das Silikon richtig gemischt und unter Vakuum entgast wurde.
Zur Reduzierung von Lufteinschlüssen:
- Fügen Sie an hohen Stellen kleine Lüftungskanäle ein.
- Gießen Sie von der untersten Seite.
- Neigen Sie den Master nach Möglichkeit leicht.
- Vermeiden Sie unnötig scharfe Ecken im Formkasten.
- Verwenden Sie einen Pinselstrich für komplexe Details.
- Testen Sie eine kleine Form vor der Produktion.
Eine gute Formgebung ermöglicht das Eindringen von Silikon und das Austreten von Luft.
Dies ist besonders wichtig für professionelle Formenbauer, schneller Prototypenbau Werkstätten und Produktionsformen, wo Wiederholbarkeit wichtig ist.
8. How to Reduce Bubbles Without a Vacuum Chamber
Nicht jede Werkstatt verfügt über eine Vakuumanlage.
Bei einfachen Formen können Sie die Blasenbildung immer noch durch eine Verbesserung des Verfahrens reduzieren.
Wenn Sie keine Vakuumkammer haben, können Sie dies versuchen:
- Wählen Sie RTV-2-Silikon mit niedrigerer Viskosität.
- Verwenden Sie eine Sorte mit längerer Verarbeitungszeit.
- Langsam mischen und keine Luft aufschlagen.
- Lassen Sie das angemischte Silikon vor dem Ausgießen kurz ruhen, wenn es die Topfzeit erlaubt.
- Gießen Sie von einem Tiefpunkt aus.
- In einem dünnen Strahl gießen.
- Streichen Sie zuerst eine Detailschicht auf die Vorlage.
- Klopfen oder rütteln Sie leicht am Formkasten.
- Versiegeln Sie poröse Meister vor dem Gießen.
- Vermeiden Sie es, direkt über detaillierte Bereiche zu gießen.
Für Formen mit hoher Detailgenauigkeit, große Formen oder Wiederholungsproduktionen wird die Vakuumentgasung jedoch weiterhin empfohlen.
Wenn Ihr Kunde eine glatte Oberfläche, genaue Details oder eine stabile Formqualität benötigt, ist die Prozesskontrolle genauso wichtig wie die Silikonsorte selbst.
9. When You May Need to Change RTV-2 Silicone Grade
Manchmal sind Blasen nicht nur ein Prozessproblem. Möglicherweise passt die Silikonsorte nicht zur Anwendung.
Möglicherweise müssen Sie die RTV-2-Silikonsorte wechseln, wenn:
- Das Silikon ist zu zähflüssig für feine Details.
- Auch nach sorgfältigem Mischen bleiben Blasen im Inneren.
- Die Verarbeitungszeit ist zu kurz für das Entgasen und Gießen.
- Das Silikon verdickt sich, bevor es vollständig um den Meister herumfließt.
- Die Form ist groß und muss langsamer gegossen werden.
- Der Master hat tiefe Hinterschneidungen oder schmale Lücken.
- Die derzeitige Härte bietet nicht genügend Reißfestigkeit.
- Platinhärtendes Silikon wird durch das Master-Material oder Trennmittel beeinflusst.
So kann beispielsweise ein sehr dünnflüssiges Silikon dazu beitragen, Blasen in detaillierten Formen zu reduzieren, aber die endgültige Form muss auch eine ausreichende Reißfestigkeit und eine geeignete Härte für das Gussmaterial aufweisen.
Eine gute Silikonauswahl sollte berücksichtigen:
- Viskosität
- Shore-Härte
- Arbeitszeiten
- Aushärtungszeit
- Reißfestigkeit
- Dehnung
- Größe der Form
- Gussmaterial
- Hauptmaterial
- Bedingungen für die Entgasung
Die beste Sorte ist nicht immer die Sorte mit der niedrigsten Viskosität.
Die beste Sorte ist diejenige, die sich für den gesamten Formgebungsprozess eignet.
10. Tin-Cure vs Platinum-Cure Silicone: Does It Matter for Bubbles?
Beide zinn- und platinhärtende RTV-2 Silikon kann zu Blasenproblemen führen, wenn der Prozess nicht richtig kontrolliert wird.
Zinnhärtendes RTV-2-Silikon
Zinnhärtendes Silikon wird häufig für den allgemeinen Formenbau verwendet, z. B. für Harz-, Gips-, Wachs-, Beton-, Gips- und Handwerksformen. Es ist oft kostengünstig und für viele Standardformanwendungen geeignet.
Zur Reduzierung von Blasen in zinnhärtendes SilikonDer Schwerpunkt liegt auf dem richtigen Katalysatorverhältnis, dem langsamen Mischen, der geeigneten Viskosität, der Vakuumentgasung und dem kontrollierten Gießen.
Platinhärtendes RTV-2-Silikon
Platinhärtendes Silikon wird häufig wegen der geringeren Schrumpfung, der besseren Dimensionsstabilität und der höheren Formgenauigkeit gewählt. Es wird häufig für den Präzisionsformenbau, das Rapid Prototyping, ausgewählte Formen für Lebensmittel und Anwendungen, die eine bessere Langzeitstabilität erfordern, verwendet.
Platinhärtendes Silikon kann jedoch empfindlicher auf Aushärtungshemmungen reagieren. Bestimmte Schwefeltone, Aminmaterialien, unausgehärtetes 3D-Druckharz, Latex, Zinnverbindungen oder inkompatible Trennmittel können die Aushärtung beeinträchtigen.
Wenn Sie sowohl Blasen als auch unausgehärtete Stellen sehen, prüfen Sie die Kompatibilität, bevor Sie annehmen, dass es sich nur um ein Problem mit Luftblasen handelt.
11. RTV-2 Silicone Bubble Troubleshooting Checklist
Bevor Sie eine neue Silikonsorte beantragen, sollten Sie zunächst diese Punkte prüfen:
Mischen
- Wurde das richtige Mischungsverhältnis verwendet?
- Wurden Teil A und Teil B langsam vermischt?
- Wurden die Seiten und der Boden richtig abgeschabt?
- Wurde beim Mischen Luft in das Silikon gepeitscht?
Entgasung
- Wurde eine Vakuumentgasung durchgeführt?
- War der Behälter groß genug?
- War die Topfzeit lang genug zum Entgasen und Ausgießen?
- Ist das Silikon unter Vakuum richtig aufgegangen und zusammengefallen?
Gießen
- Wurde das Silikon von einem Tiefpunkt aus gegossen?
- War der Guss langsam und gleichmäßig?
- Wurde das Silikon direkt auf die Vorlage gegossen?
- Wurde zuerst eine Feinschicht gebürstet?
Formenbau
- Gibt es scharfe Ecken oder tiefe Hinterschneidungen?
- Gibt es hohe Punkte, an denen Luft eingeschlossen werden kann?
- Wurden dort, wo es nötig war, Lüftungsöffnungen angebracht?
- Kann Luft entweichen, wenn Silikon einfließt?
Master-Oberfläche
- Ist der Master porös?
- Wurde es vor dem Ausgießen versiegelt?
- Wurde ein Trennmittel verwendet?
- Ist der Master mit platinvernetzendem Silikon kompatibel?
Silikongüte
- Ist die Viskosität zu hoch?
- Ist die Arbeitszeit zu kurz?
- Ist die Härte geeignet?
- Ist das Silikon für diese Art von Form geeignet?
Schlussfolgerung: Blasen zeigen, wo der Prozess gescheitert ist
Blasen in RTV-2-Silikon lassen sich nicht immer mit einer einzigen Methode lösen.
Wenn sich im gesamten Silikon Blasen bilden, verbessern Sie das Mischen und die Vakuumentgasung.
Wenn sich Blasen auf der Formoberfläche befinden, prüfen Sie die Master-Oberfläche und verwenden Sie eine Feinschicht.
Wenn Blasen an Ecken oder Hinterschneidungen auftreten, verbessern Sie die Gießrichtung und die Entlüftung.
Wenn nach dem Entgasen noch Blasen vorhanden sind, überprüfen Sie die Viskosität, die Verarbeitungszeit und die Wahl der Silikonsorte.
Die wirksamste Lösung beginnt mit der Diagnose.
Finden Sie heraus, wo die Blasen auftreten, und wählen Sie dann die richtige Prozesskorrektur.
FAQ
RECOMMENDED NEXT STEP
Grade issue or processing error?
Send your data, photos, and target hardness. We’ll find the cause and recommend the right RTV-2 grade.
Send Problem Details



