
In commercial production, achieving high-fidelity replication of high-detail miniatures requires mastering the technical kinetics of your RTV-2 liquid silicone. For production managers and studio owners facing high defect rates, this guide serves as a technical framework for selecting the optimal silicone specifically for making miniature molds.
We provide a clear protocol for auditing material viscosity, Shore hardness, and cure systems to completely eliminate trapped micro-bubbles and premature mold tearing when casting complex miniature geometries in your workshop.
Quick Answer: Balancing Undercut Flexibility with Mold Longevity
For high-fidelity miniature production, switching from low-tier retail kits to commercial-grade silicones requires balancing two opposing forces:
- The Physics Dilemma: You need a material soft enough to bend around fragile, thin sword tips or deep recessed facial sockets without snapping the cast resin during demolding. However, it must remain rigid enough to resist collapsing under the massive weight of a heavy pouring cup or a pressurized casting pot.
- The Factory Recommendation: For standard 28 mm to 32 mm tabletop figures, specifying a platinum-cure (addition) silicone with a Shore A hardness of 20 to 25 combined with a low mixed viscosity (under 5,000 cP) is the universal industry baseline for bubble-free, high-repetition output.
Key Material Metrics for Miniature Tooling

To achieve a clean, professional-grade mold that delivers hundreds of identical resin pulls, your production team must audit four core mechanical baselines:
1. Mixed Viscosity (Fluidity Performance)
Viscosity dictates how effortlessly the liquid rubber flows into microscopic hair textures and tight finger gaps before the material’s open time expires. A thick, high-viscosity silicone (above 15,000 cP) acts like heavy paste, trapping pockets of atmospheric air against the face coat of your master model. For coin-sized miniature bases and complex character capes, always specify a low-viscosity polymer matrix (around 4,000 to 6,000 cP) to ensure the liquid self-levels and displaces air completely.
2. Tensile Tear Strength
Miniature molds feature aggressive, complex undercuts. When you pull a hardened polyurethane resin figure out of a tight silicone cavity, the rubber undergoes intense mechanical stretching. Lower-grade condensation blends often tear at a measly 10 kN/m after just fifteen uses. Premium addition-cure formulas exhibit an advanced tear strength of over 20 kN/m, allowing you to cut deep, intricate zig-zag split lines and pull sharp, extended weapon components without fear of structural mold failure.
3. Shore A Hardness Selection
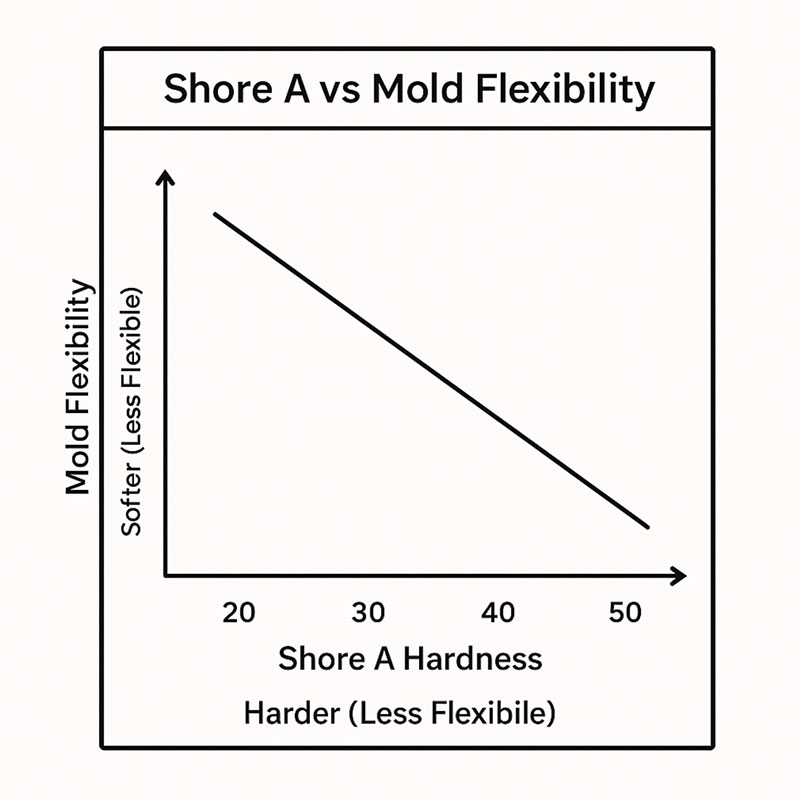
The ASTM D2240 hardness scale is your primary mapping tool for mold flexibility. Miniature production typically operates within a tight window between Shore A 20 and Shore A 35:
- Shore A 20 to 22: Provides maximum elongation. Ideal for small-scale heroes with thin, fragile limbs that require the mold to peel away like a soft glove.
- Shore A 25 to 35: Provides structural firmness. Perfect for large tabletop terrain tiles, vehicle hulls, or molds that will be secured with heavy rubber bands inside high-pressure casting pots.
The Shore Hardness & Scale Cheat Sheet
Use this practical matrix to map your character scale directly to the required polymer hardness:
| Character/Model Type | Escala típica | Complexidade reduzida | Recommended Shore A Hardness | Optimal Processing Method |
| RPG Hero / Fantasy Troop | 28 mm (1:60) | High (Thin weapons, capes) | Costa A 20 | Vacuum Chamber Degassing |
| Wargame Elite Warrior | 32 mm (1:56) | Moderate to High | Shore A 22 | Vacuum Chamber or Pressure Pot |
| Historical Display Bust | 54 mm (1:32) | Moderate (Deeper textures) | Shore A 25 | Standard Bench Pouring |
| Military Armor Tracks | 1:35 Scale | Intricate Mechanical Detail | Shore A 25 | Pressure Pot Assisted |
| Large Scale Statue | 75 mm (1:24) | Low to Moderate | Shore A 30 | Bench Pouring with Rigid Shell |
| Tabletop Wargame Terrain | N/A (Tiles) | Very Low (Flat Blocks) | Shore A 35 | High-Volume Open Pouring |
Platinum vs. Tin-Cure: The Commercial Face-Off
Industrial workshops must select between two fundamentally different vulcanization chemistries. This decision directly impacts your tooling lifespan and piece-part accuracy.
1. Tin-Cure Silicone (Condensation System)
Historically used for low-budget or single-use hobby projects, tin-catalyzed silicone is highly forgiving of surface contamination and tolerates sulfur-rich modeling clays perfectly. However, the condensation reaction releases an acetic acid byproduct, leading to continuous linear shrinkage of up to 1.0% over sixty days. Within months of library storage, tin molds lose their elasticity, become brittle, and crack after 20 to 30 resin pulls, making them unsuitable for ongoing commercial production.
2. Platinum-Cure Silicone (Addition System)
The absolute standard for commercial figure manufacturing. Platinum-catalyzed addition systems experience near-zero linear shrinkage (<0.1%), ensuring that your tenth cast replica is mathematically identical to your original digital master file.
A well-maintained platinum mold routinely delivers 100+ high-heat polyurethane or epoxy resin pulls without losing surface fidelity.
Note on Cure Inhibition: Platinum catalysts are highly sensitive. Direct exposure to sulfur-based modeling clays, natural latex gloves, or un-washed SLA 3D-printing photopolymers will permanently kill the chemical cross-linking, leaving a sticky, ruined liquid residue at the mold interface. Always wash 3D prints thoroughly in isopropyl alcohol (IPA) and clear-coat them with a barrier spray before pouring addition-cure elastomers.
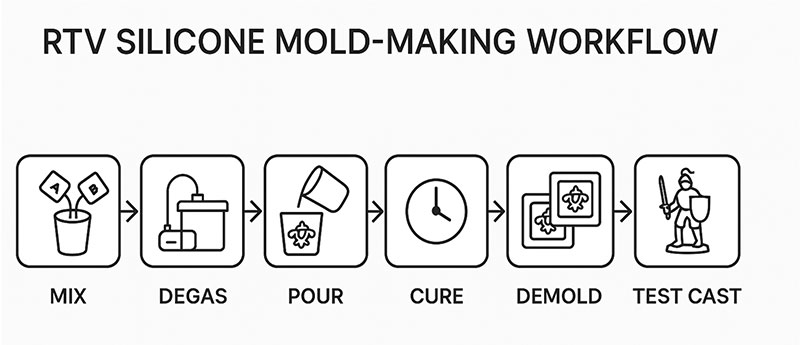
How to Make Silicone Molds for Miniatures
For business owners or studio managers new to liquid silicone tooling, following a standardized process ensures crisp detail and eliminates waste. Here is the essential workflow for a clean two-part mold:
Step 1: Setting the Parting Line – Embed your miniature into a level bed of sulfur-free clay up to its mathematical midline (along weapons and limbs). Press a few register keys (dimples) into the clay to lock the mold halves together later.
Step 2: Staging the Frame – Build a rigid box around the clay, leaving a 15 mm safety zone. Mist the pattern with a light layer of silicone release agent from 30 cm away to prevent fluid from pooling in fine crevices.
Step 3: The First Polymer Pour – Mix Part A and Part B at a precise 1:1 ratio. Degas in a vacuum chamber at -0.9 bar to remove bubbles. Pour the silicone in a slow, thin stream into the lowest corner of the box, letting it rise naturally.
Step 4: The Critical Isolation Layer – Once cured, remove the clay but leave the miniature embedded in the rubber. Rebuild the box walls.
Step 5: Final Cure and Extraction – Mix, degas, and pour the second batch of platinum silicone. After full cross-linking, pull the interlocking blocks apart along your register keys and gently slide out your master figure.
Advanced Protocol: Achieving Bubble-Free Castings

Even the highest-grade silicone will trap air if the pouring mechanics are unmanaged. For flawless surface replication, execute these two industrial degassing steps:
- The Vacuum Chamber Standard: After thoroughly stirring Part A and Part B at a stable 1:1 mix ratio, place your mixing vessel into a vacuum chamber. Pull a deep -0.9 bar vacuum and hold it for 60 to 90 seconds. The liquid will expand violently as trapped air bubbles collapse, dropping back down into a completely dense, crystal-clear fluid state.
- The High-Velocity Streaming Technique: When transferring the degassed silicone into your mold box, never dump it directly over the master model. Elevate your pouring container 30 cm above the table and pour the liquid in a micro-thin, continuous stream into the lowest corner of the box. Allow the silicone to rise naturally from the bottom up, smoothly pushing air out of deep eye sockets and weapon grooves.
Product Selector: High-Detail Evaluation Series
To support rapid prototyping lines and commercial gaming studios, our materials laboratory has developed three clean-running, 1:1 mix-ratio addition-cure bases optimized for fine-detail work:
- Series S-25 (Shore A 25 | 4,000 cP Viscosity): The universal studio favorite. Maximizes tear resistance (22 kN/m) while maintaining a generous 40-minute pot life for intricate, multi-part split molds.
- Series S-30 (Shore A 30 | 6,000 cP Viscosity): Engineered with a stiffer elastic modulus. Built to hold its exact geometric shape when exposed to the high heat spikes and pressure cycles of rapid resin casting.
- Series S-40 (Shore A 40 | 8,500 cP Viscosity): Designed for heavy architectural wargaming terrain blocks and large-volume silicone backing shells.




