
¿Sabe que el valor del mercado mundial de la silicona alcanzará los 28.000 millones de dólares en 2030?
Silicone mold making is good for beginners to make into crafting, baking, or small-scale production. You can whip up custom jewelry, candles, or prototypes with one solid mold. But silicone mold-making mistakes can trip you up.
Son una pérdida de tiempo, materiales y paciencia. Esta guía explica siete errores comunes en la fabricación de moldes de silicona, por qué se producen y cómo evitarlos.
Error #1: Medir y mezclar mal
Por qué ocurre
Los errores en la fabricación de moldes de silicona suelen empezar por una medición o mezcla descuidadas. Los sistemas de silicona de dos partes, base y catalizador, necesitan proporciones precisas. Si se equivoca, el molde de caucho puede quedarse pegajoso, no curarse o volverse quebradizo.
Los principiantes a veces miran las cantidades a ojo o mezclan deprisa, pensando que es suficiente. Pero no es así. Las siliconas que endurecen con platino pueden requerir una proporción de 1:1, mientras que las que endurecen con estaño pueden necesitar 10:1.
Una mezcla deficiente atrapa burbujas de aire o deja zonas sin mezclar, lo que debilita el molde. Saltarse las instrucciones o trabajar en espacios húmedos y fríos también puede dificultar el curado.
Cómo prevenirlo
Avoid this silicone mold-making mistake with these steps:
- Utilice una balanza digital. Pese los componentes con exactitud, no por volumen.
- Comprueba la etiqueta. Cada silicona tiene una proporción específica.
- Remover lentamente. Mezclar durante 2-3 minutos hasta que el color sea uniforme, manteniendo las burbujas fuera.
- Trabajar a 70-75°F con baja humedad. Las condiciones frías o húmedas retardan el curado.
- Pruebe un lote pequeño. Pruebe primero con una mezcla pequeña para detectar los problemas a tiempo.
Si se miden y mezclan bien, el molde quedará fuerte y liso.
Error #2: Omitir el Agente de Liberación
Por qué ocurre
Olvidar un agente desmoldante es uno de los errores clásicos en la fabricación de moldes de silicona. Sin él, la silicona puede pegarse al objeto maestro o a la caja del molde, arruinando ambos.
Los principiantes pueden pensar que la flexibilidad de la silicona significa que no se necesita desmoldeante. Pero no es cierto. Las superficies porosas, como la madera o la resina, se adhieren a la silicona, lo que convierte el desmoldeo en una pesadilla.
El uso de un agente desmoldeante inadecuado, como un spray de cocina, también puede entorpecer el curado o dejar residuos.
Cómo prevenirlo
Esquiva este error de fabricación de moldes de silicona:
- Choose a silicone-safe release spray or one your silicone’s maker suggests. Petroleum jelly can work for non-porous items, but test it first.
- Aplique ligeramente. Cubra el objeto y la caja de molde uniformemente sin que se formen charcos, que pueden difuminar los detalles.
- Test on scrap. Confirm that the mold release agent will not harm the master or block curing.
- Limpie el objeto. Utilice alcohol para frotar para eliminar el polvo o los aceites antes del revestimiento.
La aplicación de un agente de desmoldeo rápido mantiene a salvo el molde y el objeto.
Error #3: Cajas de Moho con Fugas
Por qué ocurre
Una caja de molde con fugas es un error de fabricación de moldes de silicona que derrama su costosa silicona por todas partes. La silicona líquida es súper fluida y se cuela por cualquier hueco, costura, esquina o borde suelto.
Los principiantes pueden utilizar recipientes endebles o saltarse el precintado, pensando que la cinta adhesiva aguantará. Pero no es así. Si el objeto maestro se desplaza o la caja es débil, la silicona se escapa, dejando un molde incompleto. Esto se debe a que se subestima la fluidez de la silicona o a que se utilizan cajas improvisadas, como las de cartón.
Cómo prevenirlo
Detenga las fugas con estas soluciones:
- Elija una caja de molde resistente -de plástico, madera o metal- con un espacio de 0,5 pulgadas alrededor del objeto.
- Sella todos los huecos. Utilice pegamento caliente, masilla de silicona o plastilina, asegurándose de que funcionan con silicona.
- Fija el objeto. Pégalo con pegamento o arcilla a la base de la caja para que no se mueva.
- Pruebe con agua. Compruebe si hay fugas antes de verter la silicona, luego seque completamente.
- Compruébelo dos veces antes de verter. Busque puntos débiles y refuércelos.
Una caja de moldes sellada evita este error de fabricación de moldes de silicona y ahorra sus materiales.
Error #4: Inhibición de Cura
Por qué ocurre
Cure inhibition is a sneaky silicone mold-making mistake where the silicone stays sticky or soft. Contaminants like sulfur in clay, uncured resin, or latex stop the curing process, especially with platinum-cure silicones.
Los principiantes pueden moldear arcilla a base de azufre o imprimir en 3D con restos de resina, sin saber lo que es el curado en bloque. Las herramientas sucias, los guantes o un lugar de trabajo polvoriento también pueden ser la causa. El problema suele ser la falta de conocimientos sobre el material o una preparación descuidada.

Cómo prevenirlo
Evite estos errores en la fabricación de moldes de silicona
- Use safe materials. Choose non-sulfur clays or fully cured 3D prints.
- Limpie a fondo. Limpie el objeto, la caja del molde y las herramientas con alcohol de quemar para eliminar los contaminantes.
- Pruebe una pequeña mezcla. Aplique un poco de silicona en el objeto para asegurarse de que se endurece.
- Opte por el curado al platino para proyectos complicados. Son más caros pero más fiables con una preparación limpia.
- Mantenga limpio su lugar de trabajo. El polvo y los aceites pueden estropear el curado.
Los materiales limpios y la preparación impiden que se cometan estos errores en la fabricación de moldes de silicona.
Error #5: Ignorar los rebajes
Por qué ocurre
Undercuts, recesses, or overhangs on your object can trap the mold, making it a major fabricación de moldes de silicona & casting mistake. Beginners might assume silicone’s stretch handles any shape. It does not always.
Las ranuras o protuberancias profundas pueden bloquear el molde, sobre todo en diseños de una sola pieza, provocando roturas o daños. Esto ocurre cuando no se planifica cómo se desmoldará el molde o se pasa por alto la complejidad del objeto.
Cómo prevenirlo
Evite cometer este error al hacer moldes de silicona:
- Inspeccione el objeto. Localice salientes, huecos o zonas complicadas que puedan atrapar el moho.
- Utilice moldes de varias piezas. Divida los moldes complejos a lo largo de una línea de partición para evitar socavaduras.
- Simplifique el objeto. Rellena o suaviza las zonas problemáticas si es posible.
- Elija una silicona resistente. La silicona curada al platino con alta resistencia al desgarro soporta mejor los pequeños cortes.
- Pruebe un molde pequeño. Practique el desmoldeo para detectar problemas a tiempo.
La planificación de los rebajes mantiene su molde intacto y reutilizable y le ayuda a evitar errores en la fabricación de moldes de silicona.
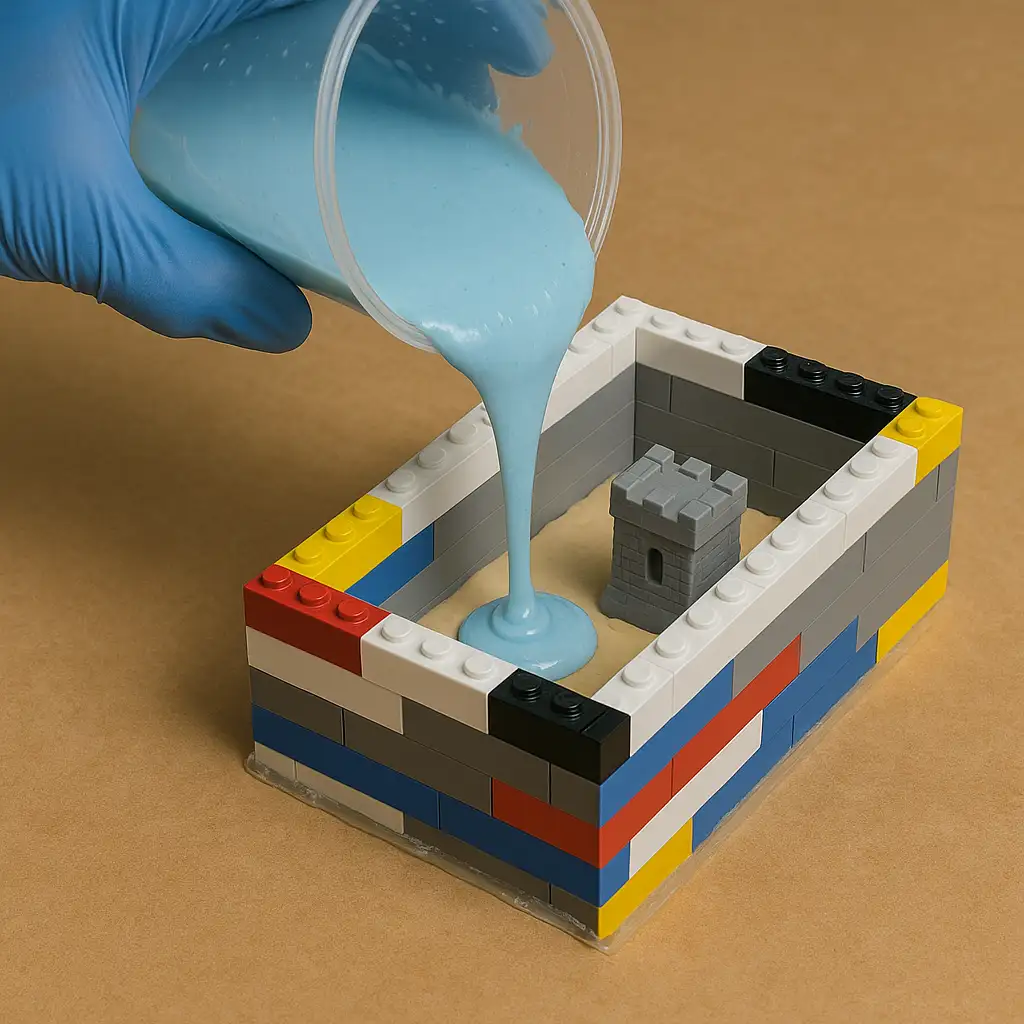
Error #6: Verter demasiado bajo y atrapar burbujas

Por qué ocurre
Verter silicona desde muy abajo es un error de fabricación de moldes de silicona que atrapa burbujas de aire, dejando huecos o puntos débiles. Los principiantes suelen verter lentamente o directamente sobre el objeto, pensando que es cuidadoso. Pero no es así.
El aire se queda pegado, arruinando los detalles y la resistencia, especialmente en moldes intrincados. El desconocimiento de las técnicas de vertido adecuadas, el uso de siliconas espesas o el trabajo en un espacio mal ventilado empeoran esta situación.
Cómo prevenirlo
Elimine las burbujas con estos pasos:
- Verter desde 12-18 pulgadas hacia arriba. Un chorro fino deja escapar el aire a medida que fluye la silicona.
- Utilice una cámara de vacío. La desgasificación elimina las burbujas para obtener moldes perfectos.
- Golpee la caja. Golpee suavemente o utilice una mesa vibratoria después del vertido para liberar las burbujas.
- Elija silicona de baja viscosidad. Fluye mejor y reduce el riesgo de burbujas.
- Trabaje en un espacio ventilado. El flujo de aire ayuda a que las burbujas salgan durante el curado.
Un vertido correcto evita este error en la fabricación de moldes de silicona y garantiza moldes impecables.
Want to know more? Read a detailed guide 👉 cómo eliminar las burbujas de la silicona
Error #7: Desmoldear demasiado pronto
Por qué ocurre
Desmoldear demasiado pronto es un error de fabricación de moldes de silicona que deforma o rompe el molde. La silicona puede parecer firme, pero necesita más tiempo para curarse por completo, especialmente en el caso de moldes gruesos.
Los principiantes se impacientan o calculan mal los tiempos de curado, que empeoran con el frío o la humedad. Las siliconas que endurecen con estaño tardan entre 12 y 24 horas, y las que endurecen con platino, entre 4 y 6 horas. Si se retira demasiado pronto, el molde se deforma o queda pegajoso.
Cómo prevenirlo
Siga estos consejos para evitar errores en la fabricación de moldes de silicona:
- Siga las instrucciones de la etiqueta. Añada tiempo extra para que los moldes gruesos cuajen completamente.
- Pruebe con cuidado. Presione en un punto oculto; si está pegajoso, espere más tiempo.
- Cure a 70-75°F con baja humedad. El frío o la humedad ralentizan el proceso.
- Tenga paciencia. El tiempo de curado adicional hace un molde duradero.
- Desmoldar lentamente. Pele suavemente para evitar estiramientos o desgarros.
La espera garantiza un molde listo para la acción.
Elegir la silicona adecuada: En qué fijarse antes de comprar
Antes incluso de coger tu silicona, hay tres especificaciones que deberías conocer. Créeme, marcan una gran diferencia en el resultado de tu molde y en su duración.
1. Viscosidad (mPa-s)
Básicamente, se refiere a lo espesa o líquida que es la silicona. La silicona de baja viscosidad (menos de 20.000 mPa-s) fluye como la miel y penetra en todos los detalles sin atrapar tantas burbujas. Es perfecta para joyería detallada o miniaturas.
La silicona más espesa te da más control para moldes grandes, pero puede retener bolsas de aire si no la desgasificas. Elige la viscosidad adecuada y te ahorrarás muchos problemas de burbujas.
2. Dureza Shore
Cómo de blanda o rígida será la silicona cuando se endurezca. La silicona más blanda (Shore A 10-20) se estira mejor, por lo que es ideal para formas con cortes profundos o bordes delicados.
La silicona más dura (Shore A 30+) es más resistente y dura más, pero es menos tolerante a la hora de desmoldar. Si eliges mal, puede que acabes con un molde flojo o que te rompa la pieza.
Consulte el hardness scale if you want a detailed guide.
3. Resistencia al desgarro (kN/m)
Este valor indica la capacidad del molde para soportar tirones y flexiones sin desgarrarse. Si es de 20 kN/m o superior, está en buena forma para un uso a largo plazo. Una menor resistencia al desgarro puede ser más barata ahora, pero tendrás que cambiar los moldes antes, lo que significa gastar más después.
Si ajustas estas tres especificaciones a tu proyecto, ya estás a medio camino de conseguir un molde que funcione como tú quieres. No se trata de agarrar cualquier silicona de la estantería; se trata de conseguir la adecuada para su trabajo.
Conclusión
Errores en la fabricación de moldes de silicona como mezclas descuidadas, omisión de agentes desmoldeantes, cajas con fugas, inhibición del curado, ignorar socavados, vertido bajo o desmoldeo prematuro pueden hacer descarrilar sus proyectos.
Pero es fácil de evitar. Mida con cuidado, prepare a conciencia y planifique con inteligencia. Estos pasos te ayudarán a hacer moldes artesanales y captar hasta el último detalle, y durarán siglos.




